
Hàm bỏ qua block tuy đơn giản, thường không được chú ý, nhưng là công cụ lập trình rất hữu ích. Nhiều chương trình trở nên linh hoạt hơn khi sử dụng tính năng này một cách sáng tạo. Kiểu công việc và tính sáng tạo là các tiêu chuẩn để áp dụng thành công tính năng bỏ qua block trong lập trình. Trong các ví dụ dưới đây, sẽ minh họa một số ứng dụng thực tiễn về hàm bỏ qua block. Bạn có thể coi các ví dụ này là điểm khởi đầu trong thiết kế chương trình tổng quát hoặc các ứng dụng gia công tương tự.
Gia công cắt gọt thô
Gia công thô thường được thực hiện với tốc độ cắt lớn, chuẩn bị cho quá trình gia công tinh. Khi gia công các hình dạng không đều (vật đúc, vật rèn,…) hoặc cắt gọt thô trên máy tiện, có thể hơi khó xác định số lần cắt. Ví dụ, một số vật đúc chỉ có lượng dư gia công nhỏ, có lẽ một lần cắt thô là đủ. Các vật đúc khác (cùng loại) có thể lớn hơn, cần đến hai đường cắt thô.
Nếu chương trình được thiết kế chỉ với một đường cắt thô, các vấn đề có thể phát sinh khi gia công phôi có lượng dư lớn. Lập trình hai đường cắt cho tất cả các chi tiết sẽ làm cho chương trình an toàn hơn, nhưng sẽ không hiệu quả đối với các phôi có lượng dư nhỏ, do có các chuyển động dao hoàn toàn không cắt gọt.
Ví dụ – Gia công mặt các phôi có lượng dư khác nhau
Cắt gọt bề mặt phôi có kích thước khác nhau là vấn đề phổ biến trong xưởng cơ khí. Giải pháp thích hợp là đồng nhất đối với phay và tiện. Chương trình phải có các chuyển động dao cho hai lần cắt và hàm bỏ qua block được dùng trong mọi block có liên quan với đường cắt thứ nhất.
Dưới đây là ví dụ về chương trình tiện để gia công bề mặt (vạt mặt) khi phôi có lượng dư trong khoảng 0.08 (2 mm) đến 0.275 (7 mm). Sau khi xem xét vài tùy chọn gia công, nhà lập trình quyết định phôi có lượng dư lớn nhất có thể gia công với một lần cắt gọt là 0.135 (3.5 mm) (Hình 22.1).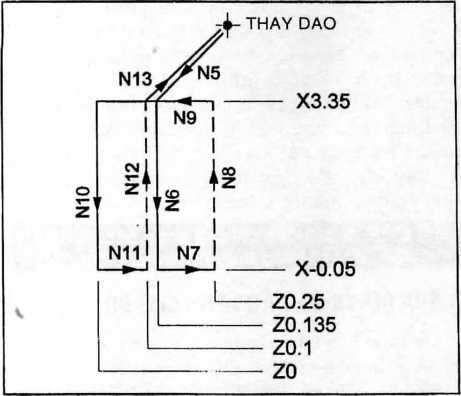
Hình 22.1. Phôi có lượng dư khác nhâu khi cắt gọt trên máy tiện – Chương trình O2201
O2201 (TURNING)
(VARIABLE FACE STOCK)
NI G20 G40 699
N2 G50 S2000
N3 G00 T0200 M42
N4 G96 S400 M03
N5 G41 X3.35 Z0.135 T0202 M08
/ N6 G0 1 X-0.05 F0.01
/ N7 G00 Z0.25
/ N8 X3.35
N9 G01 Z0 F0.05
N10 X-0.05 F0.01
N11 G00 Z0.l
N12 X3.5
N13 G40 X12.0 Z2.0 T0200
N14 M30
%
Block N5 chứa lệnh khởi đầu đưa dao đến gần phôi. Ba block kế tiếp đều có dâ’u nghiêng đứng trước. Trong N6, dao sẽ cắt gọt bề mặt (vạt mặt) tại Z0.135, N7 đưa dao ra xa bề mặt, block N8 là chuyển động nhanh trở lại đường kính ban đầu. Sau N8 sẽ không có block cần bỏ qua. Block N9 chứa tốc độ cắt mặt đầu Z0,block N9 là chuyển động cắt bề mặt, N11 là chuyển động chạy dao ra xa, tiếp theo là các block cuối tiêu chuẩn.
Bạn hãy đánh giá ví dụ này hai lần để biết các chuyển động xảy ra. Trong lần đánh giá thứ nhất, bạn hãy đọc tất cả các block nhưng không xét đến hàm bỏ qua block. Lần đánh giá thứ hai, bạn hãy bỏ qua tất cả các block có chứa mã dấu nghiêng. Sẽ có kết quả đồng nhất khi so sánh với lần đánh giá thứ nhất. Khác biệt duy nhất là số lần cắt thực sự chỉ là một thay vì hai. Trong nguyên công phay, quy trình cũng tương tự.
Ví dụ về nguyên công phay sử dụng dao phay mặt đầu 05. Lượng dư gia công thay đổi trong khoảng 0.125 — 0.315. Chiều sâu cắt hợp lý lớn nhất được chọn là 0.177 (4.5 mm) (Hình 22.2).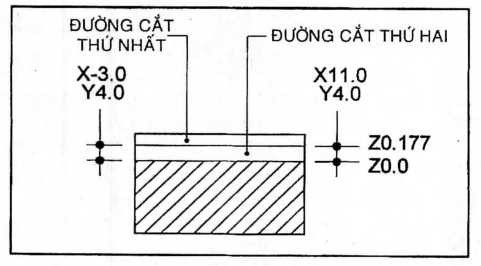
O2202 (MILLING)
(VARIABLE FACE STOCK)
NI G20
N2 G17 G40 G49 G80
N3 G90 G00 654 X11.0 Y4.0
N4 G43 Zl.0 5550 M03 H01
N5 G01 Z0.177 F15.0 M08
/ N6 X-3.0 F18.0
/ N7 Z0.375
/ N8 G00 X11.0
N9 G01 Z0
N10 X-3.0 F18.0
N11 G00 Z1.0 M09
N12 G28 X-3.0 Y4.0 Z1.0
M13 M30
%
Block N5 trong ví dụ này đưa dao đến trục Z cho lần cắt gọt thứ nhất ở mức Z0.177 có thể bỏ qua ba block kế tiếp nếu cần thiết. Trong block N6, dao phay sẽ cắt gọt bề mặt ở vị trí Z0.177, N7 là chuyển động dao ra xa sau khi phay, N8 trả dao về vị trí X ban đầu. Sau N8 sẽ không có các block cần bỏ qua. Block N9 không cần tốc độ cắt, đó có thể là F15.0 hoặc F18.0 tùy theo block N6 đến N8 có bị bỏ qua hay không. Tốc độ cắt là rất quan trọng trong N10. Sự lặp lại này bảo đảm tốc độ cắt cần thiết ở đúng block, khi thực sự xảy ra sự cắt gọt.
Cả hai ví dụ tiện và phay đều cung cấp kiến thức cơ bản về tính Logic được dùng trong thiết kế chương trình sử dụng hàm bỏ qua block. Phương pháp này cũng được áp dụng cho nhiều lần cắt gọt và cho các nguyên công khác.





















{kind=link}