
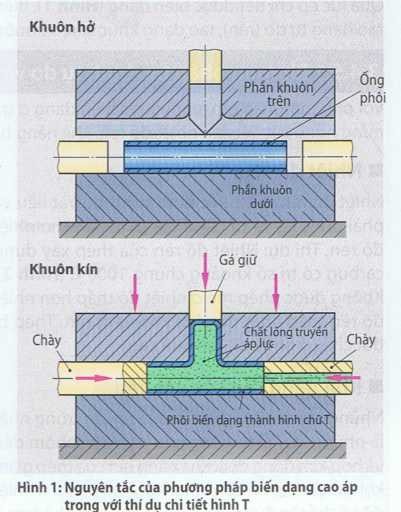
Ống được biến dạng do bị phình to ra vì áp suất của chất lỏng ở bên trong ống.
Quy trình gia công
Ống có dạng thẳng hoặc với hình dáng sẵn có được đặt ở giữa phẩn khuôn trên và dưới (Hình 1). Dụng cụ này được đóng lại bởi sức ép thủy lực và được giữ trong khi biến dạng. Sau khi hai đầu ống đóng lại bởi cây ti, áp lực của chất lỏng ép vào trong ống. Do áp suất lớn đến 4000 bar làm ống bị nới rộng ở vị trí, mà ở đó ổng không tựa vào thành của dụng cụ. Cùng lúc đó hai đẩu ống bị đùn lại. Quá trình biến dạng kéo dài cho đến khi vật liệu của ổng đạt được hình dáng bên trong của khuôn.
Ưu điểm của cấu kiện đã được hoàn tất với phương pháp IHU
Sản xuất ra nhiều chi tiết có dạng phức tạp từ một phôi thay vì phải hoàn tất từ nhiều phẩn (Bảng 1).
Giảm trọng lương và thể tích phẩn kết nối.
Độ cứng và độ bền mỏi cao.
Độ bền cao hơn do biến cứng nguội.
Độ chính xác cao về hình dạng, kích thước và khi lặp lại.
Có thể gia công các chi tiết với tiết diện chuyển tiếp phù hợp với thủy động học (Hình 2).
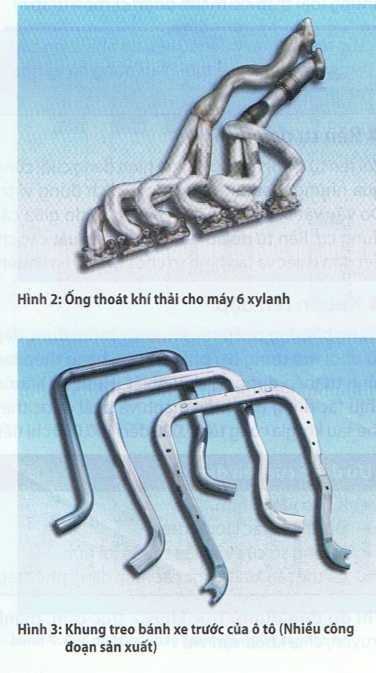
Bảng 1: Ưu điểm của phương pháp IHU – với thí dụ co ống xả khí thải
Số lượng chi tiết:
Nâng cao tuổi thọ:
Giá thành:
Thời gian phát triển: 100% Eggị
Trọng lượng:
Theo phương pháp sàn xuất thông thường I Phương pháp IHU
Khuyết điểm:
Thời gian sản xuất tương đối lâu
Giá thiết bị cao.
Chỉ thích hợp cho sản xuất với số lượng lớn.
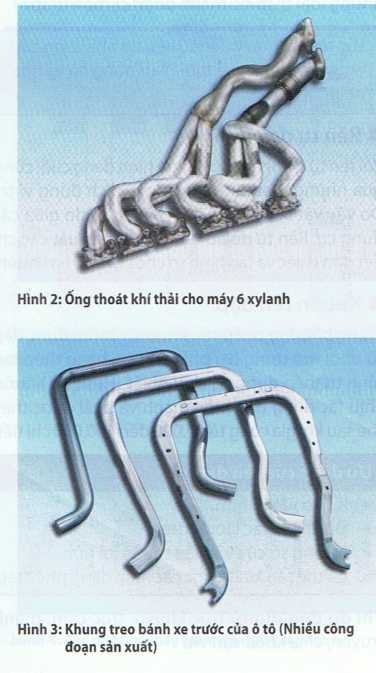
Thí dụ ứng dụng trong lắp ráp xe hơi: Hệ thống xả khíthải, khung mui xe (cấu kiện bằng khung ống sắt ứên mui xe), trụ đỡ mui xe, giá treo bánh xe (Hình 3).




















{kind=link}