
In 3D SLA (in li-tô lập thể):
Stereolithography – thường được gọi là in 3D SLA – là một trong những kỹ thuật phổ biến nhất trong sản xuất bồi đắp. Nó hoạt động bằng cách sử dụng tia laser tốc độ cao để làm cứng nhựa lỏng có trong bể chứa để tạo ra hình dạng 3D mong muốn. Tóm lại, quá trình này chuyển đổi chất lỏng cảm quang thành nhựa rắn 3D theo kiểu từng lớp bằng cách sử dụng laser năng lượng thấp và photopolymerization.
SLA là một trong ba công nghệ chính được áp dụng trong in 3D, cùng với mô hình lắng đọng hợp nhất (FDM) và thiêu kết laser chọn lọc (SLS). Nó thuộc về thể loại in 3D nhựa. Một kỹ thuật tương tự thường được nhóm với SLA được gọi là xử lý ánh sáng kỹ thuật số (DLP). Nó đại diện cho một loại cải tiến của quy trình SLA, sử dụng màn hình chiếu thay vì laser.
Lịch sử:
Mặc dù ít phổ biến hơn công nghệ FDM, SLA thực sự là kỹ thuật sản xuất bồi đắp lâu đời nhất.
Công nghệ và thuật ngữ được tạo ra vào năm 1986 bởi Chuck Hull, người sáng lập công ty in 3D Systems. Theo ông, SLA là một phương pháp tạo ra các vật thể 3D bằng cách liên tiếp in các lớp theo lớp, sử dụng một loại vật liệu nhạy sáng.
Vào năm 1992, 3D Systems đã tạo ra bộ máy SLA đầu tiên trên thế giới, cho phép chế tạo các bộ phận phức tạp, từng lớp một, trong một thời gian ngắn. SLA là bước tiếp cận đầu tiên vào lĩnh vực tạo mẫu nhanh trong những năm 1980 và tiếp tục phát triển thành một công nghệ được sử dụng rộng rãi.
Cấu tạo máy SLA
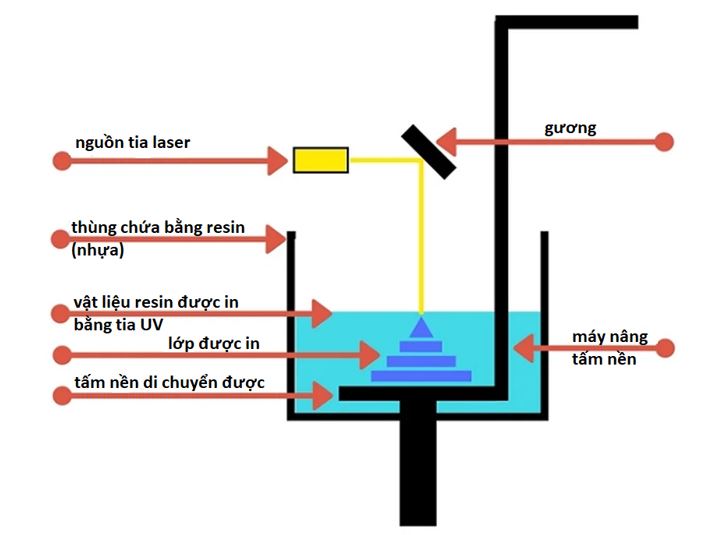
Mỗi máy in 3D SLA tiêu chuẩn thường bao gồm bốn phần chính:
- Một bể chứa đầy photopolyme lỏng: Nhựa lỏng thường là resin trong và lỏng.
- Một tấm nền đục lỗ được ngâm trong bể chứa: tấm nền được hạ xuống trong bể và có thể di chuyển lên xuống theo quy trình in.
- Một tia cực tím tốc độ cao
- Giao diện máy tính, quản lý cả chuyển động của tấm nền và chuyển động laser
Nó vận hành như thế nào?
- Phần mềm:
Như trường hợp của nhiều quy trình sản xuất bồi đắp, bước đầu tiên bao gồm thiết kế mô hình 3D thông qua phần mềm CAD. Các tệp kết quả CAD là các biểu diễn số hóa của đối tượng mong muốn.
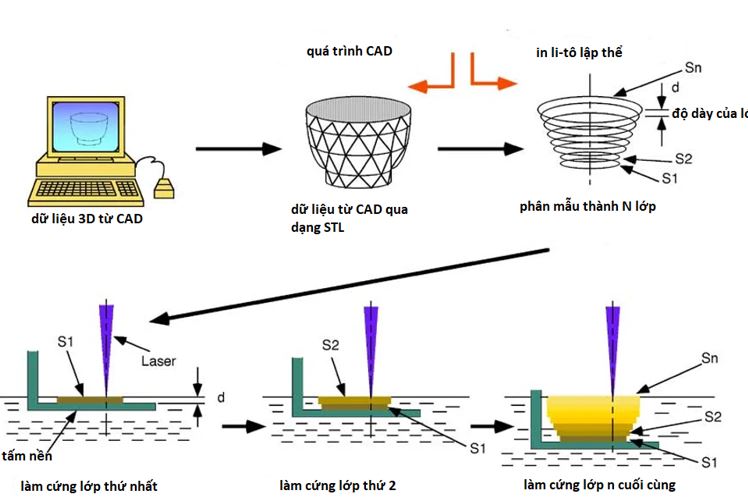
Nếu chúng không được tạo tự động, các tệp CAD phải được chuyển đổi thành các tệp STL. Ngôn ngữ dạng lưới tiêu chuẩn (STL), hoặc ngôn ngữ tam giác tiêu chuẩn, là định dạng tệp có nguồn gốc từ phần mềm lập thể được tạo bởi Tập đoàn tư vấn Abert dành riêng cho Hệ thống 3D vào năm 1987. Các tệp STL mô tả hình dạng bề mặt của đối tượng 3D, bỏ qua khác thuộc tính mô hình CAD phổ biến, chẳng hạn như màu sắc và kết cấu.
Bước trước khi in là đưa tệp STL vào phần mềm máy cắt 3D, chẳng hạn như Cura. Các nền tảng như vậy chịu trách nhiệm tạo mã G, ngôn ngữ gốc của máy in 3D.
- Quy trình in:
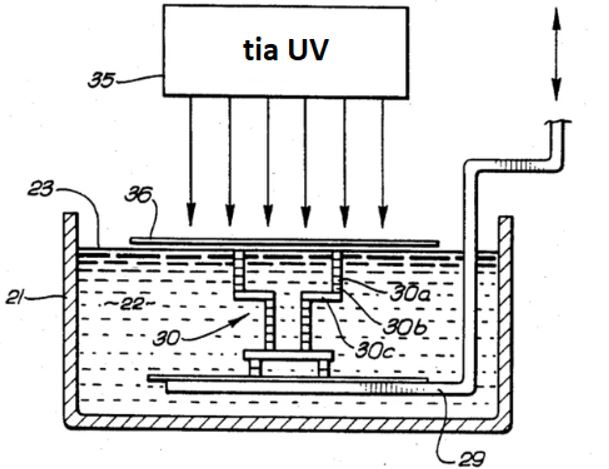
Khi quy trình bắt đầu, laser “vẽ” lớp đầu tiên của bản in vào nhựa cảm quang. Bất cứ nơi nào tia laser chạm vào, chất lỏng rắn lại. Tia laser được hướng đến tọa độ thích hợp bằng gương điều khiển bằng máy tính.
Hầu hết các máy in SLA để bàn đều hoạt động lộn ngược. Tức là tia laser được hướng lên từ tấm nền, nó bắt đầu ở lớp dưới cùng và được tăng dần lên
Sau lớp đầu tiên, tấm nền được nâng lên theo độ dày của lớp (thường là khoảng 0,1 mm) và nhựa bổ sung được phép chảy bên dưới phần đã được in. Sau đó, laser củng cố mặt cắt tiếp theo và quá trình được lặp lại cho đến khi toàn bộ chi tiết hoàn thành. Phần nhựa không được tia laser chiếu vào vẫn còn trong thùng và có thể được tái sử dụng.
- Xử lý nguội:
Sau khi kết thúc quá trình polime hóa vật liệu, tấm nền được nâng lên khỏi bể và nhựa thừa được rút hết. Khi kết thúc quá trình, mô hình được tách ra khỏi tấm nền, rửa nhựa thừa và sau đó được đặt trong buồng UV để xử lý lần cuối. Xử lí sau in cho phép các đối tượng đạt độ bền cao nhất có thể và ổn định hơn.
- Quy trình thay thế: xử lý bằng đèn kỹ thuật số
Như đã đề cập, xử lý bằng ánh sáng kĩ thuất số (DLP) là công nghệ biến thể từ SLA. Không giống như SLA, DLP sử dụng màn hình máy chiếu kỹ thuật số để chiếu một hình ảnh của mỗi lớp trên toàn bộ tấm nền. Vì máy chiếu là màn hình kỹ thuật số, mỗi lớp sẽ bao gồm các pixel vuông. Do đó, độ phân giải của máy in DLP tương ứng với kích thước pixel, trong khi với SLA, nó có kích thước là điểm laser.
Ưu & nhược điểm:
Ưu điểm:
- SLA là một trong những kỹ thuật in 3D chính xác nhất trên thị trường.
- Nguyên mẫu có thể được tạo ra với chất lượng cực kỳ cao, với các tính năng chi tiết tinh xảo (tường mỏng, góc nhọn, vv.) Và hình dạng hình học phức tạp. Độ dày lớp có thể được thực hiện thấp tới 25 μm, với kích thước tính năng tối thiểu trong khoảng từ 50 đến 250 μm.
- SLA cho dung sai kích thước chính xác nhất trong bất kỳ công nghệ tạo mẫu hoặc sản xuất bồi đắp nhanh nào: +/- 0,005 (0,125 mm) cho inch đầu tiên và thêm 0,002 cho mỗi inch bổ sung.
- Bề mặt in mịn.
- Thể tích xây dựng có thể cao tới 50 x 50 x 60 cm³ mà không làm mất độ chính xác.
Nhược điểm:
- Mất nhiều thời gian.
- Những đoạn dốc và nhô ra đòi hỏi các cấu trúc hỗ trợ trong quá trình xây dựng. Các bộ phận như vậy có thể có khả năng sụp đổ trong quá trình in hoặc khi xử lý sau in.
- Nhựa tương đối mỏng manh và do đó không phù hợp cho các nguyên mẫu chức năng hoặc thử nghiệm cơ học.
- SLA có sự lựa chọn vật liệu và màu sắc hạn chế, thường cung cấp vật liệu đen, trắng, xám và rõ ràng. Mỗi máy sử dụng loại nhựa riêng do đó không thể dễ dàng trao đổi giữa các máy in từ các thương hiệu khác nhau.
- Chi phí in SLA tương đối cao (ví dụ: máy móc, vật liệu, môi trường phòng thí nghiệm).
SLA so với FDM
Trong FDM, dây được đưa qua đầu đùn được gia nhiệt và lắng đọng từng lớp. Các vật liệu được sử dụng thường là nhựa nhiệt dẻo, nhưng chúng có thể được trộn lẫn với các nguyên liệu khác, bao gồm gỗ, kim loại và sợi carbon. Đây là một lợi thế so với SLA, chỉ có một sự lựa chọn hạn chế về vật liệu.
Trong khi ở độ phân giải FDM cần đến độ chính xác của động cơ, trong SLA, nó phụ thuộc vào độ kín của chùm tia laser. Đây là lý do tại sao SLA có khả năng tạo ra các đối tượng có độ chi tiết và độ chính xác cao hơn.
Một đối tượng được in bằng máy in 3D FDM được xử lý nguội bằng cách loại bỏ các hỗ trợ (nếu có) và làm mịn các bề mặt. Trong SLA, các bản in được ngâm trong cồn isopropyl để loại bỏ nhựa thừa trước khi chịu ánh sáng tia cực tím thụ động để tăng độ bền thêm. Tuy nhiên, kết quả cuối cùng không bền bằng sản phẩm được in bằng FDM.
Chi phí vật liệu thấp hơn cho FDM, vì máy in có giá cả phải chăng hơn và cuộn nhựa rẻ hơn nhựa.
SLA vs SLS:
Thiêu kết laser chọn lọc (SLS) liên quan đến một cách tiếp cận hoàn toàn khác, cho dù nó cũng liên quan đến việc sử dụng laser
Dù cũng sử dụng tia laser, nhưng SLS mạnh mẽ hơn nhiều. Thay vì xử lý một chất, chùm tia làm nóng bột đến mức hợp nhất các hạt của nó lại với nhau. Chung nhóm với SLS là thiêu kết laser kim loại trực tiếp (DMLS) và nóng chảy laser chọn lọc (SLM), được điều chỉnh đặc biệt cho kim loại. SLS bình thường hoạt động với các polyme như nylon.
So với các đối tượng được làm bằng các công nghệ khác, bản in SLS đặc biệt bền bỉ. Ngoài ra, không cần thiết phải có phần hỗ trợ trong SLS, bản in có thể là hình học phức tạp. Chi tiết chính xác cao với SLS, có thể so sánh với độ chính xác của SLA.
Do có laser công suất cao, máy SLS tích hợp công nghệ tiên tiến hơn, bao gồm che chắn đặc biệt chống lại bức xạ UV có hại. Điều này dẫn đến các máy in đắt hơn, với một vài tùy chọn máy tính để bàn hoặc bàn có sẵn.
Hơn nữa, bột SLS đắt hơn các loại photopolyme lỏng.




















{kind=link}