
Vật liệu cắt là vật liệu tạo thành các mũi dao (nêm cắt).
Yêu cẩu về vật liệu dụng cụ cắt
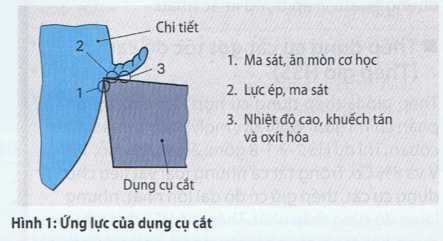
Trong quá trình sử dụng vật liệu cắt chịu tải cơ và nhiệt lớn có thể dẫn đến mòn quá mức gây ra bởi mài mòn hoặc vỡ của dụng cụ cất
(Hìnhl)
Đặc tính cẩn thiết của dụng cụ cắt
Để có tuổi thọ cao, dao cắt cẩn có các những đặc tính sau đây:
Độ cứng nóng cao, có nghĩa là dụng cụ cắt phải có đủ độ cứng ở nhiệt độ cao để cắt vào vật liệu.
Tính chịu mài mòn caó nghĩa là độ bễn chổng mài mòn cơ học cũng nhưchổng ảnh hưởng hóa học và vật lý như oxít hóa hay khuếch tán.
Sức bền trao đổi nhiệt cao để nhiệt độ thay đổi mạnh lúc iàm việc không tạo thành vết nứt.
Độ bển nén lớn để ngăn ngừa sự biến dạng và sự vỡ bể của cạnh dao cắt.
Độ dai cao và độ bền uốn cao để lưỡi cắt cũng chịu được tải xuất hiện đột ngột và cạnh cất sắc không bị vỡ, mẻ.
Chọn vật liệu dụng cụ cắt
Việc chọn lựa vật liệu dụng cụ cắt được xác định tùy theo phương pháp gia công, vật liệu gia công và tính hiệu quả. Đặc điểm quan trọng để lựa chọn vật liệu dụng cụ cắt thích hợp là độ bền chống mài mòn, độ dai (Hình 2). Qua phương pháp phủ lớp trên vật liệu dụng cụ cắt như hợp kim cứng (HM) và thép gió (HSS), sức chổng mài mòn được cải thiện một cách cơ bản (Trang 116).
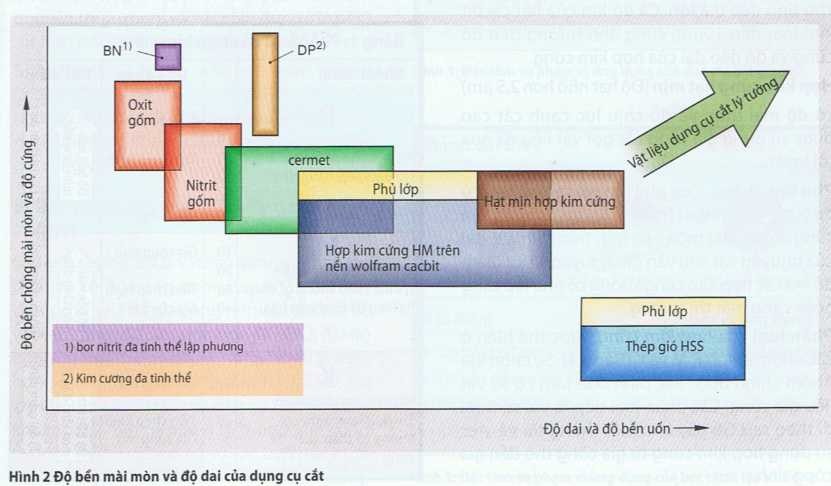
Trên cơ sở khác nhau vể độ bền mài mòn, độ bền dẻo và chi phí mà vật liệu dụng cụ cắt có những phạm vi áp dụng khác nhau.
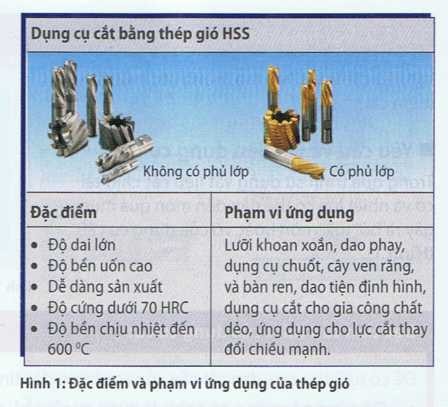
Thép dụng cụ cắt gọt tốc độ cao (Thep gió HSS)
Thép gió là thép dụng cụ hợp kim cao, thành phẩn chính gổm wolfram, molybden, vanadi và coban.Thídụ HS 2-9-1-8 gổm: 2%w, 9% Mo, 1% V và 8% Co.Trong tất cả những loại vật liệu cho dụng cụ cắt, thép gió có độ dai lớn nhất, nhưng lại có độ cứng thấp nhất.Thép gió HSS được ứng dụng khi cạnh cất phải rất sắc và nhiệt độ cắt không cao (Hình 1). Qua lớp phủ, độ mài mòn và tốc độ cắt sẽ được tăng thêm.
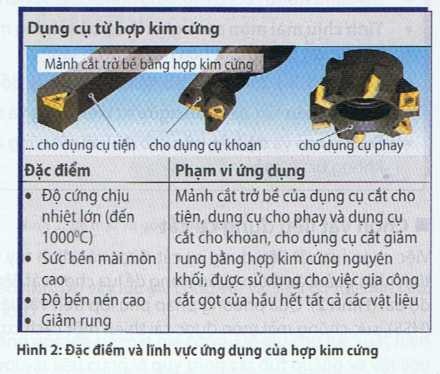
Hợp kim cứng (Dao cắt carbit)
Cấu tạo: Hợp kim cứng là vật liệu hỗn hợp được chế tạo qua thiêu kết từ những chất cơ bản ở dạng hạt (Trang 273). Wolfram cacbit cứng được liên kết với chất kết dính coban mềm hơn. Để cải thiện độ chống mài mòn ở nhiệt độ cao, người ta cho thêm vào thành phẩn titan cacbit vàTantalcarbid.Thành phần của cacbitkim loại cứng trong hợp kim cứng nằm trong khoảng 80% và 90%. Hợp kim cứng qua thành phẩn cấu tạo khác nhau như độ lớn của hạt và lớp phủ được sử dụng để gia công hầu như tất cả các vật liệu (Hình 2).
Đặc tính. Một hàm lượng kim loại có cacbit cao làm tăng sự mài mòn của hợp kim cứng. Một hàm lượng kim loại có chất kết dính coban cao cho tính dẻo dai lớn. Cả độ lớn của hạt cacbit kim loại đến 10nm, cũng ảnh hưởng đến độ cứng và độ dẻo dai của hợp kim cứng.
Hợp kim cứng hạt mịn (Độ hạt nhỏ hơn 2,5 |im)
có độ mài mòn và độ chịu lực cạnh cắt cao được sử dụng gia công cắt gọt vật liệu đã qua tôi luyện.
Phù lớp (thấm). Qua phủ lớp với các vật liệu có độ cứng khác nhau (Trang 116) làm cho hợp kim cứng có độ mài mòn cao hơn trong khi độ dai của nguyên vật liệu vẫn giữ nguyên. Vì lợi điểm đó mà các hợp kim cứng không có phủ lớp càng ngày càng mất thị trường.
Phân loại của hợp kim cứng được thể hiện ở các nhóm chính p, M và K (Bảng 1). Sự chọn lựa nhóm chính được xác định dựa trên cơ sở vật liệu gia công. Các phân loại tiếp là với số đuôi đi theo sau. số này cho biết thông tin vễ việc sử dụng hơp kim cứng từ gia công thô đến gia công tinh.
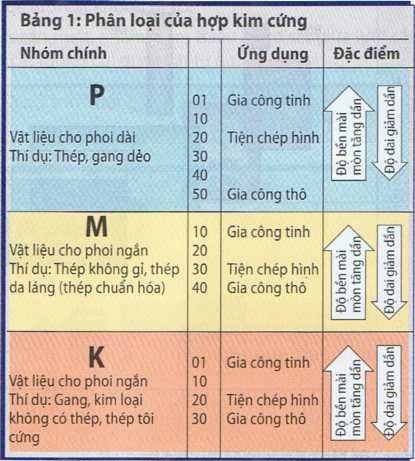
số đuôi càng nhỏ thì hợp kim cứng có độ mài mòn càng lớn. Loại này sử dụng trước hết cho tất cả gia công tinh với tốc độ cắt cao. Hợp kim cứng có số đuôi lớn, thí dụ p 50, có độ dai lớn thích hợp cho gia công thô.
Sự chọn lựa các loại hợp kim cứng dựa theo vật liệu được gia công, điều kiện gia công (thí dụ như gia công tinh hay gia công thô) cũng nhưcác loại do nhà cung cấp giới thiệu.
Cermet (Gốm kim loại)
Hợp kim cứng trên nền tảng của titan cacbit thay vì wolfram cacbit và với chất kết dính nickel cũng nhưcoban được gọi là cermet (ceramic (gốm) metal). Cermet được sử dụng cho mảnh cắt trở bể cho tiện và phay (Bảng
.Trên cơ sở có độ bền mài mòn và sức bền cạnh cắt lớn, cermet đặc biệt thích hợp cho gia công tinh, vì ở gia công tinh cần có cạnh cắt sắc (bén).
Dao cắt bằng gốm
Vật liệu cắt bằng gốm có độ cứng nóng rất cao và không gây phản ứng với vật liệu (Hình 1).

Mảnh cắt bằng oxit gốm có thành phần từ oxit nhôm (Al203) và rất nhạy cảm với sự thay đổi của nhiệt độ. Do vậy phẩn lớn gia công lấy phoi không cẩn làm nguội bôi trơn. Oxit gốm chủ yếu là dùng để gia công cắt gọt gang. Gốm hỗn hợp (Al203 với TiC) dẻo hơn gốm nguyên thủy (ròng) và sức chịu đựng (độ bền) tốt hơn đối với việc thay đổi nhiệt độ.
Silic Nitrit (Si3N4) là một loại gốm không bị oxit hóa có độ dai lớn và độ ổn định cho những cạnh cắt. Với lưỡi khoan xoắn bằng silic nitrit những lỗ khoan của vật liệu gang có thể gia công với tốc độ cao.
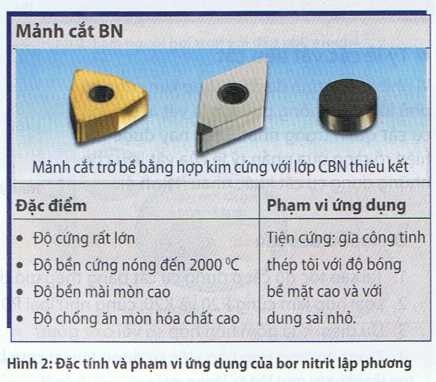
Bor nitrit lập phương đa tinh thể (BN)
Sau kim cương, BN là vật liệu dụng cụ cắt cứng nhất và có độ cứng nóng cao nhất. BN ứng dụng chủ yếu để gia công tinh các chi tiết có vật liệu cứng (độ cứng lớn hơn 48 HRC), đạt độ bóng bề mặt cao (Hình 2).Trong nhiều trường hợp có thể không cần mài. Qua thiêu kết với lớp CBN (bor nitrit lập phương đa tinh thể) dày khoảng 0,7 mm trên nền một hợp kim cứng ta được mảnh cắt trở bề với độ bển mài mòn của bor nitrit và độ dẻo dai của hợp kim cứng.
| Bảng 1: Đặc điểm và phạm vi ứng dụng của cermet | |
| Đặc điểm | Phạm vi ứng dụng |
| Độ bển mài mòn cao
Độ cứng nóng lớn Độ ổn định lớn cho cạnh cắt Sức bén chống hóa chất ăn mòn lớn |
Mảnh cắt trở bể cho gia công tiện, gia công phay, ứng dụng chính cho gia công tinh ỏ tốc độ cắt cao. |
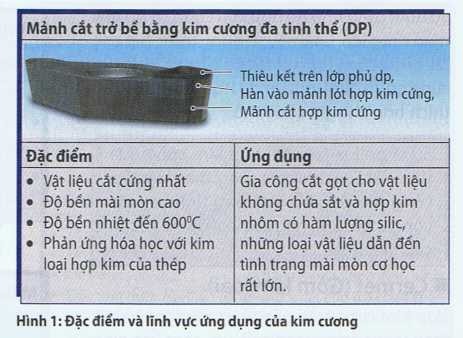
Kim cương đa tinh thể (DP)
Kim cương đa tinh thể có độ cứng gẩn như kim cương thiên nhiên tinh thể đơn (Hình 1). Kim cương này được chế tạo bằng vật liệu than được ép với lực ép cao và ở nhiệt độ cao. Độ bển mài mòn rất cao cho nên có thể đạt được tuổi thọ cao. Vì độ giòn của DP phải giữ ổn định chế độ cắt. Tốc độ cắt và bước dẫn tiến không nên cao lắm do độ nhạy nhiệt.
Phủ lớp (thấm) dụng cụ cắt
Tăng cao độ mài mòn của dụng cụ cắt. Qua sức bển chịu nhiệt cao hơn có thể đạt được tốc độ cắt và bước dẫn tiến lớn và nhưthếđạt được hiệu quả kinh tế trong sản xuất. Vật liệu phủ lớp quan trọng nhất là làtitan nitrit (TiN), titancacbit (TiC), titancacbonitrit (TiCN), oxit nhôm (Al203) và kim cương (Hình 2). Sự phủ lớp được thực hiện với mộthaynhiều lớp với bể dày từ 2-15 |im (Hình 3). Titannitrit thích ứng tốt cho lớp phủ trên cùng vì có hệ số ma sát thấp. Oxit nhôm tạo một lớp rất cứng và có thêm nhiệm vụ làm lớp chắn nhiệt để ngăn chặn phản ứng hóa học giữa phoi và kim loại gốc của dao cắt. Titancacbonitrit vì đặc tính bám chặt vào nên đặc biệt thích hợp cho việc phủ lớp nền. Dụng cụ được phủ lớp là dụng cụ bằng thép gió, hợp kim cứng và cermet.
Nhiệm vụ của lớp phủ trên vật liệu cắt:
Nâng cao độ mài mòn
Ngăn chặn oxy hóa và khuếch tán
Chắn nhiệt đối với vật liệu gốc (cơ bản, nền) của thép gió và hợp kim cứng
Ngăn chặn sự cấu thành biên tích tụ
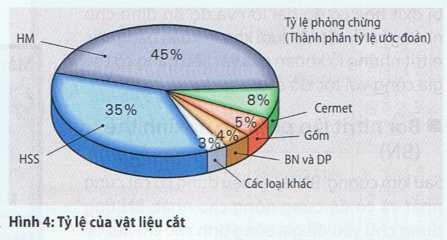
Tỷ lệ các vật liệu cắt
Vì những đặc tính đa dạng, hợp kim cứng có phủ lớp hay không phủ lớp là vật liệu dụng cụ cắt quan trọng nhất. Điểu này được thể hiện rõ ràng qua phẩn tỷ lệ của vật liệu cho những dụng cụ cắt khác nhau (Hình 4).




















{kind=link}
Cho em hỏi có link file đầy đủ của bài viết này không ạ, em cảm ơn?