
Gia công cắt gọt có phoi (gia công cơ, gia công cắt gọt)
Cơ bản
Trong tất cả các phương pháp gia công có phoi những điều đặc biệt quan trọng là:
Hình dạng và cấu tạo phoi ở mũi cắt của dụng cụ cắt
Tác động của lực và nhiệt xuất hiện trong quá trình gia công
Độ bển mài mòn của vật liệu cắt
Dụng cụ cắt
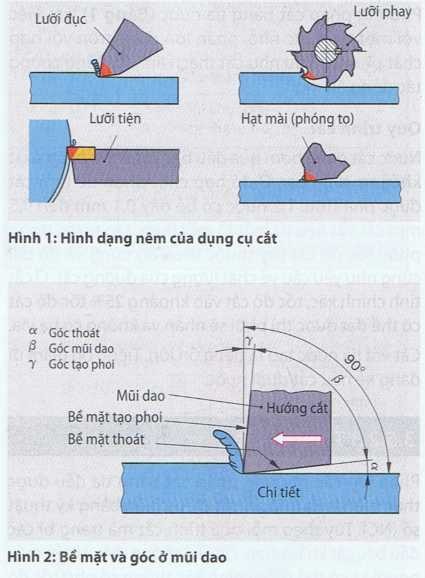
Hình dạng cơ bản của tất cả dụng cụ cắt là một cái nêm (Hình 1). Lực cắt và nhiệt phát sinh trong quá trình gia công làm mòn nêm cất. Do đó dụng cụ cắt phải đáp ứng được sức chống mài mòn và đủ độ dai ở nhiệt độ cao.
Bề mặt và góc của nêm cắt
(góc mũi dao)
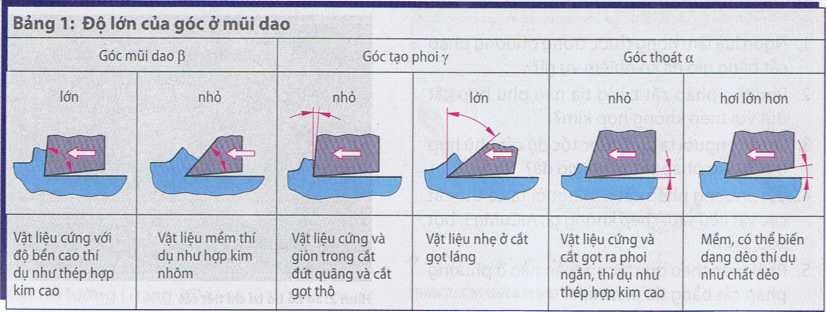
Mũi dao ăn sâu vào chi tiết mềm cấu thành mặt tạo phoi và mặt thoát phoi (Hình 2). Góc giữa hai mặt gọi là góc mũi dao p. Độ lớn của góc này tùy thuộc cơ bản vào vật liệu gia công (Bảng 1).
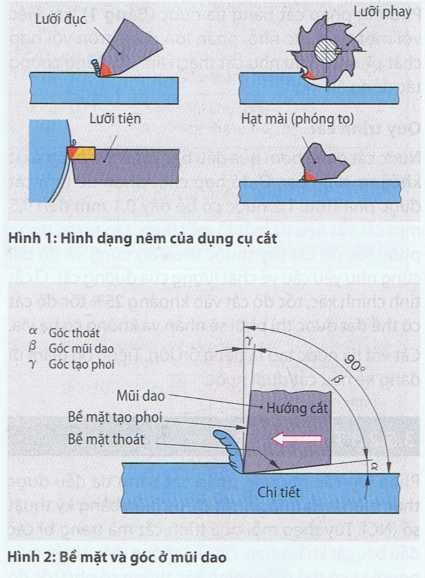
Lưỡi cắt ăn sâu dễ dàng vào vật liệu thì góc mũi dao nhỏ. Do vậy lúc gia công với vật liệu có sức bền cao, để mũi dao không bị mẻ thì góc mũi dao phải đủ lớn.
Góc tạo phoi 7 là góc giữa bề mặt tạo phoi và thẳng góc với bể mặt gia công. Để giữ cho lực xuất hiện nhỏ thì có thể chọn góc này lớn. Trong gia công với vật liệu cứng, ở quy trình cắt đứt quãng và vật liệu lưỡi cắt giòn, góc tạo phoi phải nhỏ thậm chí là âm, để lưỡi cắt không bị vỡ.
Góc thoát a giữa bề mặt thoát và bề mặt gia công là cẩn thiết, nhằm giảm thiểu sự cọ sát giữa iưỡi cắt và chi tiết. Người ta chọn góc này lớn vừa đủ để lưỡi cắt (dụng cụ) được cắt tự do.
GÓC quan trọng nhất ở mũi dao là góc tạo phoi Y vì nó ảnh hưởng đến sự cấu tạo phoi, tuổi thọ và lực cắt.




















{kind=link}