
Ren trong có thể gia công bằng tay hoặc trên máy bằng cây ven răng (tarô) (Hình 1).
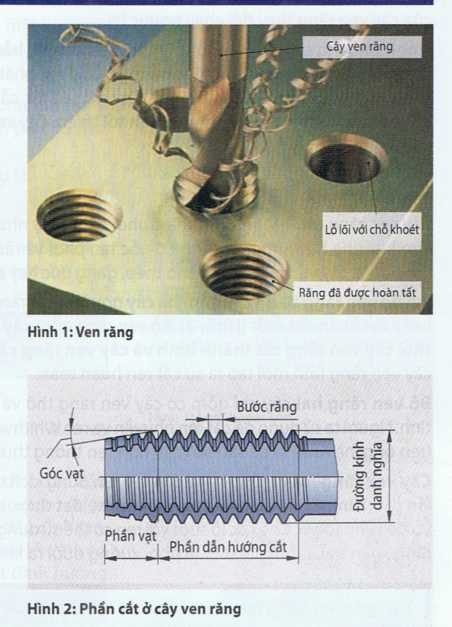
Để cắt ren trong, trước hết phải khoan lỗ lõi (lỗ khoan để cắt ren).
Đường kính lõi của lỗ (0 đẩu răng) dk = d-p
Các lỗ lõi không được khoan nhỏ hơn đường kính danh nghĩa d trừ bước răng P.Điểu này sẽ làm dễ dàng việc ven răng và tránh cho cây ven răng bị gãy.
Cây ven răng thực hiện chụỵển động cắt và chuyển động bước tiến, bước tiến được xác định qua bước răng.
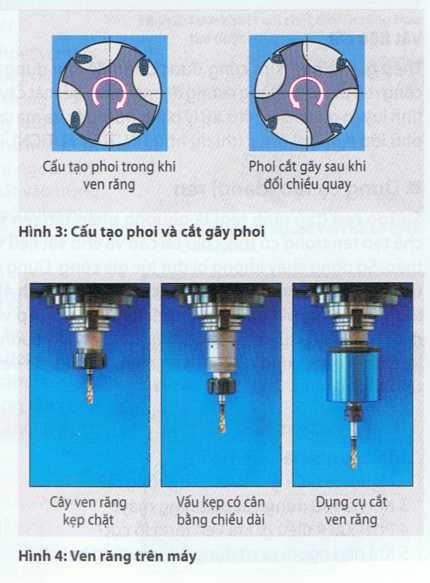
Phẩn vạt hình côn giữ nhiệm vụ cắt ren (Hình 2).

Tùy theo độ lớn của góc vát, ren được cắt bằng hai đến tám bước răng đầu tiên của cây ven răng. Phần cắt dẫn hướng dẫn cây ven răng vào trong những bước răng mới được cắt. Cây ven răng lúc cắt vật liệu gia công dai bị nén vào bên trong một ít, như vậy lỗ khoan sẽ nhỏ đi (cắt rộng ra).
Qua lã lỗ lõi với lưỡi lã 90° cây ven răng cất tốt hơn và bước ren ngoài không bị đẩy ra ngoài. Để cắt ren ở lỗ cụt thì khoan lỗ lõi sâu hơn hơn độ dài cẩn dùng của ren, để ren không thể cắt vào đáy lỗ khoan. Để đạt được độ bóng bể mặt ren người ta sử dụng dung dịch cắt gọt phù hợp với vật liệu, thí dụ như dầu cắt dùng cho thép, emulsi cho gang xám, khí nén cho hợp kim ma nhê và chất dẻo.
Cắt ren bằng tay
Cây ven răng phải đặt chính xác vào tâm của lỗ lõi. Đối với vật liệu gia công sinh phoi dài và ren lớn hơn, phoi sẽ gãy khi cây ven răng lặp đi lặp lại việc quay ngược chiểu trong thời gian ngắn (Hình 3). Qua đó dung dịch bôi trơn mới sẽ đến được lưỡi cắt.

Ven răng trên máy
Với phương pháp này cây ven răng được kẹp chặt hay được hỗ trợ bởi một dụng cụ cắt ven răng hoặc một vấu kẹp có cân bằng chiều dài (Hình 4).
Tại cây ven răng kẹp chặt vòng quay trục máy bắt buộc phải đồng bộ với bước dẫn tiến, qua đó đạt độ ổn định chất lượng ven răng cao.Thiết bị cắt ven răng làm việc trong toàn bộ quá trình cắt ren với số vòng quay không thay đổi. Nhờ vào hộp số đảo chiểu, chiều quay của cây ven răng thay đổi chạy ngược lại.
Trong phương pháp ven răng với một vấu kẹp cân bằng chiều dài, lúc bắt đẩu quy trình cắt một lực hướng trục được phát sinh qua vấu kẹp cân bằng, lực này thực hiện sự cắt ren. Sau lúc cắt ren vấu kẹp cân bằng cắt (chạy) với bước dẫn tiến tối thiểu. Cây ven răng tự rút vào lỗ khoan lõi.
Các loại cây ven răng
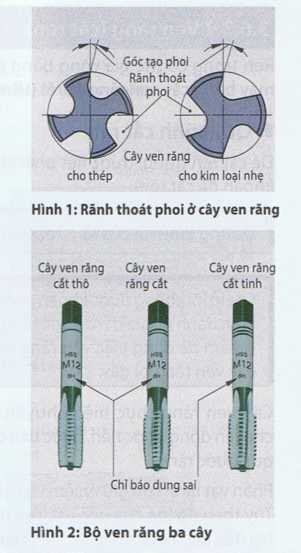
Cây ven răng cho vật liệu mễm, tạo phoi dài thí dụ như hợp kim của kim loại nhẹ hay hợp kim đổng có góc tạo phoi và rãnh thoát phoi lớn hơn là cây ven răng dùng cho thép, gang đúc hay thau (Hình 1). Với bộ ven răng bằng tay gồm ba cây người ta cắt răng trong lỗ cụt hoặc lỗ khoan dài suốt (Hình 2). Bộ ven răng gồm cây ven răng cắt thô, cây ven răng cắt thành hình và cây ven răng cắt tinh. Chỉ có cây ven răng tinh mới tạo ra sự cắt ren hoàn toàn.
Bộ ven răng hai cây chỉ gổm có cây ven răng thô và cây ven răng tinh. Người ta sử dụng để cẳt ren nhuyễn và ren Whithworth cho ống (ren ống, hệ Anh) vì bề sâu ren cạn hơn ren thông thường.
Cây ven răng máy thẳng hay xoắn tạo ren đúng kích thước với một lẩn cắt (Hình 3). Công suất tạo phoi cao sẽ đạt được bằng cách cắt vỏ bổ sung thêm. Cho các lỗ suốt với ren có thể sử dụng cây ven răng rãnh xoắn trái, rãnh này sẽ đưa phoi xuống dưới ra khỏi lỗ khoan.
Với ven răng bằng máy, ren được cắt một lẩn và cắt sát đáy đối với lỗ cụt.
Vật liệu cắt
Thép gió và hợp kim cứng được dùng để làm dụng cụ cắt cho gia công ren trong. Để tăng cường độ mài mòn, bề mặt cây ven răng được tinh luyện qua thấm nitơ, xử lý bằng hơi nước và mạ crôm cứng hoặc phủ lớp kim loại cứng (thí dụ nhưTiN,TiAICN,TiCN).
Dụng cụ tạo (dạng) ren
Sự tạo ren (tạo rãnh ren) là phương pháp tạo ren không phoi để chế tạo ren trong có thể chịu tải cao và cho vật liệu với độ bển kéo thấp. Sớ dòng chảy không bị đứt lúc gia công. Dụng cụ ven răng có tiết diện đa giác và không có rãnh thoát phoi (Hình 4).

Ren được tạo thành trong quá trình quay, vật liệu được dồn ép vào khe hở của răng. Vì vật liệu lúc tạo ren không thoát ra nên đường kính lõi phải lớn hơn đường kính của cây ven răng. Vật liệu để ven răng phải có tính dễ tạo hình.




















{kind=link}