
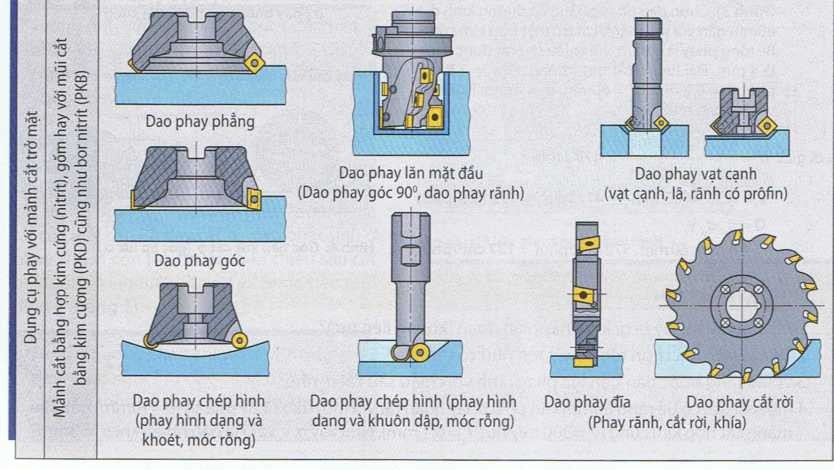
Mảnh cắt hợp kim cứng, thường được phủ lớp có khả năng sử dụng hầu như tất cả các công đoạn phay bao gổm phương pháp phay tốc độ cao HSC và gia công cứng cũng nhưgia công khô. Với mảnh cắt bằng gốm nitrít và oxít gốm có thể phay được chi tiết tôi cứng và chi tiết gang xám. Mảnh cắt với lớp phủ bằng kim cương đa tinh thể (DP) có khả năng gia công kim loại nhẹ, đổng đỏ và cất dẻo với tốc độ cao và độ bóng bề mặt cao (Hình 3).

Mảnh cất với một lớp bằng Bor nitrit khối (viết tắt là BN), phù hợp để tiện thép đã trui (tôi) cứng và phay tinh gang xám với tốc độ cắt cao.Sự mài mòn của dụng cụ
Dao phay luôn luôn làm việc trong chế độ cắt không liên tục (gián đoạn). Sau khi tiếp xúc cắt làm tăng nhiệt, mũi dao cắt nguội trở lại, qua đó phát sinh một sự thay đổi nhiệt lớn ở dao cắt.
Mỗi lần mảnh cắt chạm vào phôi sẽ nẩy ra lực tải va đập đột ngột (Hình 1).
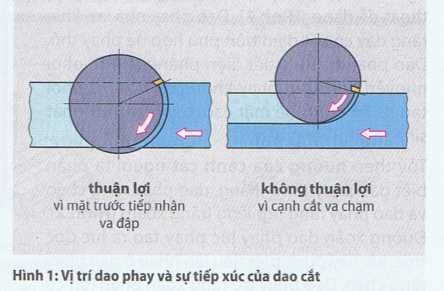
Trục dao phay nằm ngoài chi tiết có thể phát sinh cạnh cắt bị mẻ hoặc vỡ qua sự va đập của mũi cắt (cạnh cắt) lúc ăn vào chi tiết.Trục dao phay nằm trong chi tiết, mặt cắt trước ổn định hơn của dao chịu đựng lực va đập.
Lúc dao thoát khỏi chi tiết cũng có thể phát sinh lằn nứt hoặc mảnh cắt bị vỡ vì lực giảm tải nén đột ngột ở vật liệu cắt cứng giòn.
Vấn đề mài mòn (Bảng 1)

Độ mài mòn tăng làm xấu đi độ bóng bề mặt, kích thước chi tiết cũng sai lệch khi mặt sau dao (mặt thoát) mòn vì cạnh cắt (mép cắt) thay đổi (tăng mòn).
Mảnh cắt vỡ (mẻ) thì quá trình phay nên dừng ngay. Mảnh cắt vỡ có thể do vật liệu cắt giòn, bước dẫn tiến lớn hay là mảnh cắt gắn vào thân dao phay không chuẩn.
Mũi cắt (cạnh cắt) vỡ vụn phát sinh ở cạnh cắt chịu mài mòn và do đó dễ vỡ. Nguyên nhân có thể là do lực cắt quá cao hay nhiệt độ dao động, vị trí dao phay không thuận lợi (Hình 1) hay nêm dao cắt (mũi dao) quá yếu vì dạng hình học của dao cắt có góc dương lớn (Bảng 2, trang 162).
Không thể tránh được việc mặt sau dao bị mòn. Sự cọ sát cơ học đặc biệt cao, khi hai vật liệu tương tự gặp nhau, chẳng hạn như khi một chi tiết thép được phay với một dụng cụ bằng thép gió HSS không có phủ lớp.
Mòn có khía phát sinh ở những chi tiết với một lớp da rèn, lớp da gang hay lớp sét qua vùng rìa cứng của chi tiết. Mòn có nấc tăng nguy cơ vỡ cạnh cắt.
Biên tích tụ (lẹo dao) cấu thành lúc gia công thép với dao cắt bằng thép gió hay bằng hợp kim cứng không có lớp phủ vì những hạt vật liệu với mũi cắt hàn dính với nhau. Cấu tạo biên tích tụ hẩu như có thể tránh được nếu dùng dụng cụ bằng thép gió hay dụng cụ hợp kim cứng có lớp phủ.
Nứt răng lược là những lằn nút nhỏ thẳng góc với lưỡi cắt (cạnh cắt). Đó là kết quả của nhiệt độ thay đổi thường xuyên làm mỏi vật liệu cắt qua sự giãn nở và sự co rút.Ó.5.3 Chuôi côn giữ dao phay (côn morse)Giá giữ dụng cụ tạo giao diện tiếp nối giữa dụng cụ và máy. Nó ảnh hưởng đến kích thước và hình dạng của chi tiết phay. Những yêu cầu cho giá giữ dao phay:
Chạy mặt đẩu và chạy tròn chính xác cho dao cắt
Lặp lại chính xác khi thay dụng cụ
Cứng vững chống lực dọc và xoắn
Phù hợp với số vòng quay cao.
Chuôi côn dốc (SK) là do góc côn lớn rất dễ gắn dùng lực ít khi tháo ra. Nhược điểm cơ bản là độ bển vững thấp và vị trí dọc trục của dao phay không chắc chắn (Hình 1). Sựphổ biến rộng rãi của chuôi côn dốc nhờ ở phần lớn các máy phay hạn chế chỉ nhận dụng cụ có chuôi côn dốc mà thôi.
Chuôi côn rỗng (HSK) đáp ứng yêu cẩu cho một hệ thống kẹp tốt hơn chuôi côn dốc (Hình 2).
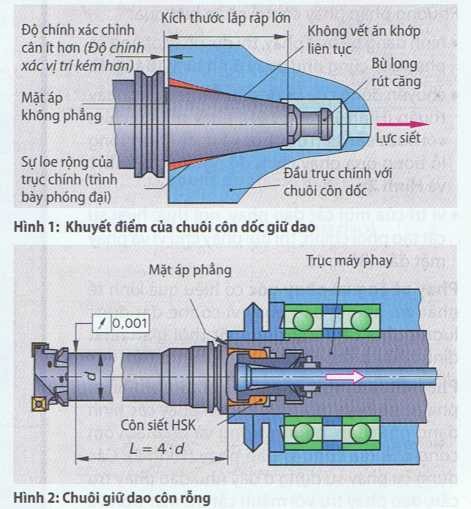
Qua hệ thống áp mặt phẳng và côn kẹp người ta đạt được độ chính xác lặp lại cao của vị trí dao cắt khi thay đổi dụng cụ.
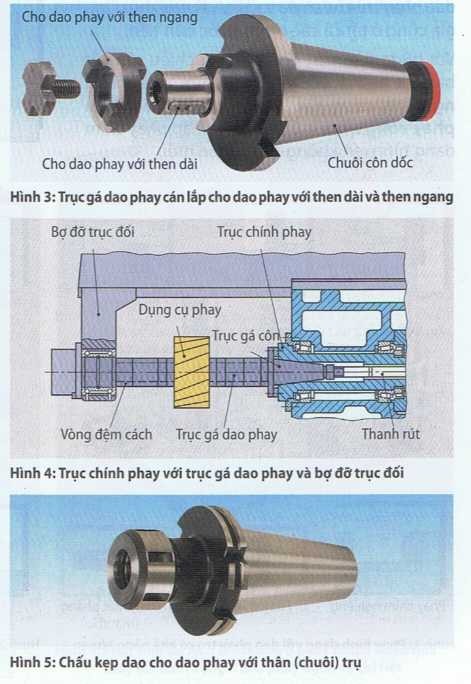
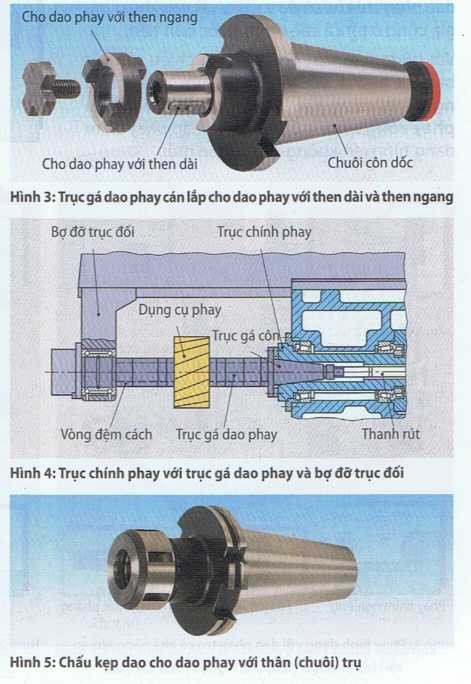
Trục gá dao phay cán lắp thích hợp cho dao phay với rãnh dài và rãnh ngang (Hình 3).
Trục gá dao phay truyền momen qua then (Hình 4). Độ võng của trục chính truyền động là một vấn để, do vậy nên sử dụng một bợ trục đỡ đẩu chống lại và dụng cụ phay nên kẹp gẩn bợ trục đỡ.
Giá giữdụng cụ với mômen truyền động lớn
cả khi số vòng quay cao và cân bằng tốt là:
Chấu kẹp rùn nóng, qua kẹp rùn nóng chuôi trụ của dụng cụ được kẹp trong lỗ giữ chuôi của mâm cặp
Chấu áp lực, mômen được truyền qua lực nẩy bật đàn hổi của lỗ giữ chuôi và qua ma sát.
Mâm cặp quay thủy lực, thân trụ của dao phay được kẹp qua sự lan rộng áp lực (một cách) đểu đặn của dầu thủy lực trong hệ thống buổng của chuôi giữdao.
Chấu kẹp dao với hệ thống kẹp rút (Hình 5) chuôi (thân) trụ dao phay được kẹp bởi lực ma sát qua siết đai ốc.




















{kind=link}
Kính chào quý Công ty
Bên mình là Công ty SX cơ khi , tại Bình Xuyên. có nhu cầu sử dụng khác loại Dao phay, mũi khoan, lưỡi cưa…
với số lượng lớn.
Hãy liên hệ với mình để biết thêm chi tiết. 0986889676
Xin cảm ơn!