
Tấm đế dày hơn 50 với hệ thống lỗ, bởi nó bị yếu đi vì rãnh.
Việc truyền lực ngang và thẳng góc với hướng rãnh có dạng kết nối cứng, dọc theo hướng rãnh có dạng lực ma sát.
Cấu kiện (chi tiết) theo hướng dọc rãnh có thể định vị bất kỳ nơi nào.
Đa dạng hóa cấu kiện được gia công, ở hướng dọc rãnh chi tiết (cấu kiện) có nguy cơ bị đẩy (chuyển động).
Phương pháp sản xuất phức tạp hơn.
Tấm đế chắc chắn hơn ở hệ thống lỗ.
Việc truyền lực có dạng kết nối cứng ở tất cả các hướng.
Vị trí chi tiết lệ thuộc vào kích thước khoảng cách lỗ ở vỉ.
Nối ghép tùy ý các cấu kiện (chi tiết) vào nhau mà không cẩn lắp ráp thành cụm (trước) vì các lỗ có thể tiếp cận được từ phía trên.
Độ chính xác lặp lại cao khi định vị chi tiết. Không thể định vị được chi tiết riêng rẽ với tấm đế Chế tạo đơn giản.
Ôn tập và đào sâu
Sử dụng đổ gá trong việc sản xuất cắt gọt tạo phoi có những ưu điểm nào?
Yêu cẩu gì được đặt ra cho đồ gá của máy công cụ?
Kẹp chi tiết trên mặt đế ba điểm có Ưu điểm nào?
Tại sao khi kẹp với kẹp phẳng chi tiết được ép cùng lúc vào bàn máy?
Giải thích phương pháp kẹp theo nguyên tắc đòn bẩy khuỷu?
Việc sử dụng mặt đế tự lựa có Ưu điểm gì?
Kẹp nam châm có Ưu điểm gì?
Tại sao kẹp bằng tấm kẹp điện với nam châm vĩnh cửu cho phép gia công chính xác cao một cách đặc biệt?
Kẹp thủy lực có Ưu điểm gi?
Tại sao kẹp thủy lực lại có nhiểu Ưu điểm trong sản xuất hàng loạt?
Trong trường hợp nào người ta sử dụng xy lanh xoay để kẹp?
Cho mục đích sử dụng nào thì khối kết cấu gá đặc biệt thích hợp?
Thí dụ gia công với đài kẹp cào
Chi tiết được kẹp ở đổ gá hay trực tiếp trên máy bằng cấu kiện kẹp thủy lực (Hình 1 và Hình 2). Đài kẹp cào (1) tác động như đòn bẩy hai bên và truyền (tải) lực ép của xy lanh vặn (12) trên bù long (10), bù long này đè lên chi tiết. Lực ép có thể được điều chỉnh qua sức ép ở xy lanh thủy lực. Pittông với vít ép chạy trở về, mỏ kẹp cào có thể kéo trở về bằng tay. Chi tiết bây giờ nằm tự do và có thể lấy ra khỏi đổ gá. ở chi tiết có bể dày khác nhau thì để nghiêng đài kẹp cào một chút. Vị trí nghiêng này của đài kẹp cào được cân bằng qua đệm cẩu và đệm lõm côn.
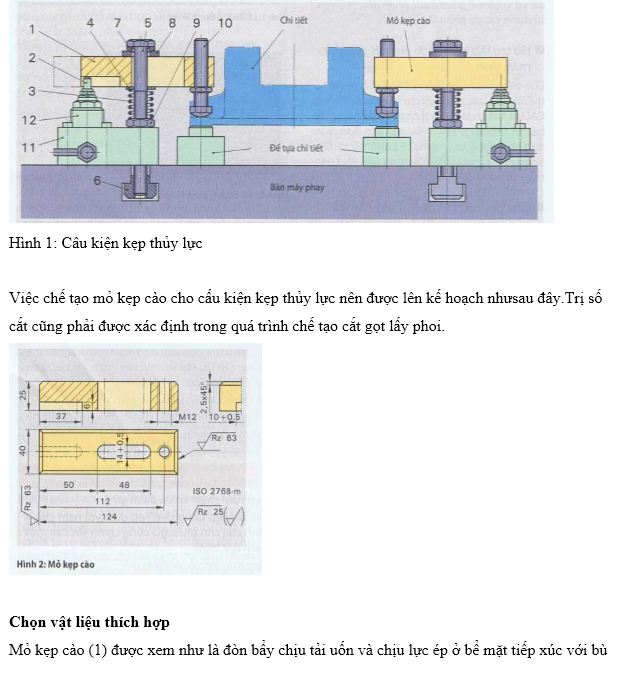
long nén (2) và đệm lõm côn (8). Do vậy chọn thép C45E đã qua xử lý, thép này sau quá trình gia công cắt gọt được xử lý nâng cấp sức bền kéo lên đến 600 N/mm2 và ngoài ra có thể được tôi cứng lớp ngoài.





















{kind=link}