
Dụng cụ tác động: là dụng cụ quan trọng để truyền lực đập từ cánh tay đến dụng cụ cắt hay trực tiếp lên vật gia công.
Căn cứ vào hình dạng, búa nguội có 2 loại: búa đầu vuông và búa đầu tròn.

Dụng cụ gia công:
– Đục: là loại dụng cụ cắt dùng khi cần bóc đi một lớp kim loại dày hoặc gia công các bề mặt không cần độ chính xác.
– Giũa: là loại dụng cụ dùng để cắt gọt lớp kim loại mỏng, gia công những vật có độ chính xác và độ bóng không cao lắm. Giũa thường dùng để gia công kim loại sau khi đục.
– Cưa tay: là dụng cụ cầm tay để cắt phôi liệu đạt kích thước theo yêu cầu, chia phôi và cắt bỏ phần thừa.
– Mũi khoan: là dụng cụ cắt dùng để gia công lỗ.
– Mũi cạo: là dụng cụ cắt dùng để gia công tinh sản phẩm nhằm đạt độ bóng và độ chính xác rất cao.
Dụng cụ đo và kiểm tra trong nghề Nguội:
– Thước lá: dùng để đo độ dài của trục, thanh hoặc xác định khoảng cách giữa các vị trí như: rãnh, lỗ, …
Thước lá được chế tạo từ thép hợp kim dụng cụ, dày từ 0.5 – 1.5mm; rộng từ 10 – 25mm; dài: 100, 200, 300, … Trên thước có khắc các vạch kích thước, các vạch cách nhau 1mm
Khi đo, người ta đặt thước lên mặt chi tiết ở vị trí song song hoặc vuông góc với cạnh chi tiết hoặc xoay thước ở nhiều vị trí khi đo đường kính. Khi đọc kích thước, mắt phải nhìn sao cho tia mắt vuông góc với mặt kích thước ở vị trí đo, nếu nhìn nghiêng sẽ không chính xác.

Thước cặp: là dụng đo phổ biến trong ngành cơ khí, dùng để đo những khoảng cách không lớn, đo đường kính trong, đường kính ngoài, các bề mặt trụ tròn xoay. Độ chính xác của thước cặp từ 0.02 – 0.1mm.
Đọc trị số của thước cặp:
– Khi đọc trị số của thước cặp cần giữ thẳng thước trước mặt, nếu nhìn thước từ bên sẽ dẫn tới sai lệch và kết quả đo không chính xác.
– Số nguyên mm được đọc theo thang chia của thân thước chính từ trái sang phải ứng với vạch “0” của du xích.
– Số lẻ được xác định bằng cách nhân độ chính xác của thước với số thứ tự vạch chia của du xích trùng với vạch của thang chia của thân thước chính, không kể vạch “0”.

– Êke: là dụng cụ để kiểm tra góc vuông và kiểm tra mặt phẳng, nó không xác định được trị số sai lệch.
Khi kiểm tra góc vuông, tay trái cầm chi tiết, tay phải cầm êke, áp sát 2 mặt êke vào 2 mặt của chi tiết, đưa ngang tầm mắt và quan sát khe hở ánh sáng. Nếu không có khe sáng hoặc khe sáng rất hẹp và đều thì góc cần kiểm tra là 900, nếu khe sáng không đều nhau thì góc kiểm tra có thể nhỏ hoặc lớn hơn 900.
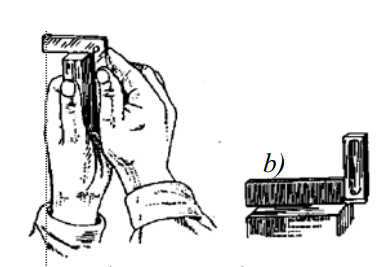
Khi kiểm tra mặt phẳng, tay trái cầm chi tiết, tay phải cầm êke, áp cạnh của êke lên mặt của chi tiết, thước ngả về phía mắt nhìn, đưa ngang tầm mắt và quan sát khe hở ánh sáng. Nếu khe sáng đều thì mặt chi tiết kiểm tra phẳng.
– Thước góc: dùng để xác định trị số thực của góc cần đo.

Các quy tắc an toàn trong xưởng Nguội:
Các quy tắc đảm bảo an toàn lao động:
1. Trước khi làm việc:
– Quần áo, đầu tóc gọn gàng, không gây nguy hiểm do vướng mắc, khi lao động phải sử dụng các trang bị bảo hộ: quần áo, mũ, giày, …
– Bố trí chỗ làm việc có khoảng không gian để thao tác, được chiếu sáng hợp lý; bố trí phôi liệu, dụng cụ để thao tác được thuận tiện, an toàn theo các quy tắc sau:
+ Những vật cầm ở tay phải đặt ở bên phải.
+ Những vật cầm ở tay trái đặt ở bên trái.
+ Những vật cầm ở cả 2 tay đặt trước mặt.
+ Những vật thường dùng đặt ở gần.
+ Những vật ít dùng đặt ở xa.
+ Dụng cụ đo và kiểm tra đặt trong hộp hoặc trên giá.
2. Trong khi làm việc:
– Chi tiết phải được kẹp chắc chắn trên êtô, tránh nguy cơ bị tháo lỏng hoặc rơi trong quá trình thao tác.
– Dùng bàn chải làm sạch chi tiết gia công, phoi, mạt sắt, vảy kim loại trên bàn nguội (không được dùng tay làm các công việc trên).
– Sau khi dùng xong một dụng cụ nào thì đặt ngay vào chỗ quy định, không được:
+ Vứt các dụng cụ vào nhau hoặc vứt đè lên vật khác.
+ Đánh tay quay êtô bằng búa hoặc bằng các dụng cụ khác.
+ Dùng ống để nối dài tay quay êtô.
+ Xếp ngổn ngang trên bàn nguội những phôi liệu hoặc chi tiết đã gia công.
– Thường xuyên giữ gìn sạch sẽ nơi làm việc.
3. Khi kết thúc công việc:
– Quét sạch phoi ở dụng cụ, dùng giẻ lau chùi dụng cụ, đặt dụng cụ vào nơi quy định.
– Quét sạch phoi và mảnh kim loại trên êtô và bàn nguội.
– Thu dọn phôi liệu và chi tiết đã gia công để đúng nơi quy định.
– Bàn giao nơi làm việc cho nhóm trưởng hoặc giáo viên hướng dẫn.




















{kind=link}