
Khớp nối trục
Khớp nối là chi tiết được tiêu chuẩn hoá tương đối cao. Được dùng để liên kết các trục với nhau, làm nhiêm vụ truyền chuyển đông giữa hai trục hoặc nối các trục ngắn thành môt truc dài. Ngoài ra khớp nối còn có tác dụng đóng mở các cơ cấu, ngăn ngừa qua tải, giảm tải trọng đông, bù sai lêch của trục.
Các kiểu khớp nối
Khớp nối được phân chia thành 2 nhóm:
– Nối trục: là loại khớp nối liên két cố định hai trục với nhau. chỉ có thể thực hiên nối, hoặc tách rời hai trục khi dừng máy.
– Ly hợp: là loại khớp nối có thể nối hoặc tách rời liên kết ngay cả khi trục đang quay.
Hình nêu các nêu các loại khớp nối trục phổ biến nhất:

Các dạng hư hỏng, nguyên nhân và cách sử lý
|
| mô đun nhỏ (2-3mm) có thể được hàn đắp toàn bộ rổi gia công cơ hoặc sửa chữa. | ||
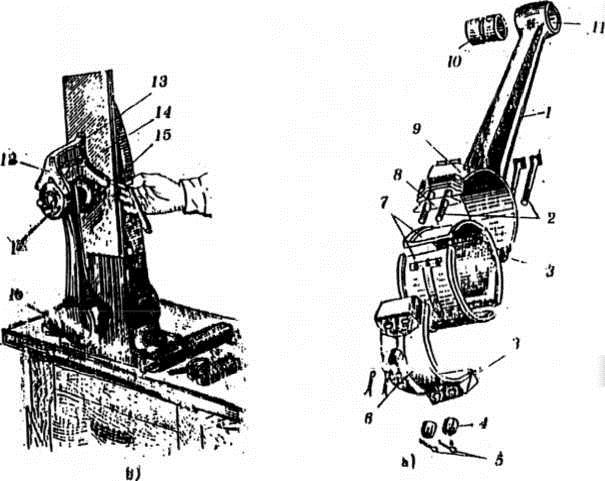
| Khớp nối trục chữ thập (Hình 7.1g) khớp nối trục gổm ba đĩa ăn khớp với nhau bằng vấu và rãnh bố trí chếo nhau thành hình chữ thập | Vấu và rãnh bị mòn. Khi đảo chiều có tiến kêu va đập thậm chí bị trật khớp. | Bào hoặc phay rộng rãnh đổng thời phải thay đổi đĩa giữa với kích thước vấu phù hợp theo rãnh đã sửa chữa. |
| Khớp nối chốt có đệm cao su đàn hổi (Hình 7.1h). Khớp nối trục gổm hai nửa 1 và 2 được lắp chăth với các đầu trục, truyền mô men xoắn bằng mối ghép chặt và chốt (bu lông) 3; đệm 4 cho phép đàn hổi theo chiều xoắn và chiều trục. | Các đệm cao su bị mòn hoặc lão hóa Các lỗ lắp chốt bị mòn.
Khi mở, tắt máy có tiếng kêu. Do kim loại va đập với nhau ở khớp nối trục |
Thay mới. Có thể dùng đệm da thay cũng được.
Doa lại lỗ côn, thay chốt. Lỏng đai ốc kẹp chặt chốt côn. Nếu lỗ côn và chốt côn chưa bị hỏng (bị mòn hoặc bị chèn dập) thì xiết lại đai ốc. Nếu hư hỏng thì sửa chữa lại lỗ côn và thay chốt. |
| Khớp ly hợp vấu (Hình 7.1i) gổm hai nửa 1 và 2 ăn khớp với nhau bằng vấu 3. Nửa khớp ly hợp 2 di trượt được trên trục để thể hiện đóng nhả ly hợp. Vấu 3 có thể là hình chữ nhật hoặc hình thang các nửa khớp ly hợp làm bằng thép |
|
| 12, 20X; vấu được tôi cứng tới HRC56-62 | bị mòn hoặc lão hóa | |
| Khớp ly hợp côn ma sát (Hình 7.1k) gồm 2 đĩa ma sát côn 1 và 3. Đĩa 1 chủ đông, đĩa 3 bị đông và có thể di trượt theo then 2 đẻ thực hiên đóng và nhả ly hợp |
|
– Rãnh lắp ngàm gạt của đĩa ôn ma sát 3 bị mòn nên không đủ lực ép khi điều khiển ly hợp vào khớp: sửa chữa giống như sửa chữa rãnh ở khớp ly hợp vấu
Sau đó gia công mặt ngoài của bạc thành mặt côn, khớp |
| với mặt côn trong của bích 1. | ||
| Khớp ly hợp đĩa ma sát (hình 7.1 l ) gồm các đĩa chủ đông 3 lắp vào rãnh ống 1, ống được lắp cố định trên trục dẫn. Xen kẽ giữa các đĩa 3 là các đĩa bị đông 2 lắp vào rãnh của môt ống làm liền với bánh răng 9. Khi gạt bạc 7 sang trái, phần côn ở đầu bạc sẽ nâng đòn bẩy 8 làm cho đầu đòn 8 tỳ vào đĩa 4 ép chặt các đĩa 2 và 3 với nhau. Muốn nhả ly hợp bạc sang phải .
Đai ốc 5 để điiêù chỉnh khe hở giữa đĩa 2 và 3. Định vị đai ốc 5 bằng chốt 6 được cắm vào môt trong các lỗ của đĩa 4. Vật liêu đĩa ma sát: Nếu ly hợp làm việc trong dầu thì đĩa làm bằng thép tấm dày 1,2-2mm. Ly hợp làm việc khô, các đĩa có cốt thép và tán 2 tâm Ferodoo ở hai bên khớp nối. |
|
hoặc thay mới.
|
||
| Khớp nối trục an toàn kiểu lò xo và chốt hãm | Bình thường không truyền nổi mô men xoắn ở tải trọng làm việc. Khi điều chỉnh tăng lực căng lực căng lò xo thì không làm đúng nhiệm vụ an toàn khi quá tải, không thể điều chỉnh tốt được | Lò xo yếu quá nên thực tế nó không làm việc. Khi điều chỉnh quá mức thì vít của lò xo mắc vào chi tiết đối tiếp làm khớp nối trục trở thành cứng, mất tác dụng an toàn. Phải thay lò xo mới. |

















{kind=link}