
ở hàn WIG mỏ hàn được để nghiêng chừng 15° với hướng hàn cách một khoảng từ 2 đến 3 mm (chiểu dài hổ quang) trên chỗ hàn (hình 1, trang 223). Vật liệu bổ sung (que hàn) được điền bằng tay phía bên cạnh với chuyển động lên xuống (thăng giáng). Có thể tránh vết lõm hàn và lằn nứt bằng cách hạ thấp dòng điện hàn ở cuối mối hàn. Sau khi ngắt dòng điện, để ngăn ngừa việc bị oxít hóa ở mối hàn, béc hàn phải được giữ lâu trên chỗ mối hàn cho đến khi vũng hàn trở nên nguội dưới khí bảo vệ thổi vào.
Hàn hồ quang plasma với điện cực vonfram.
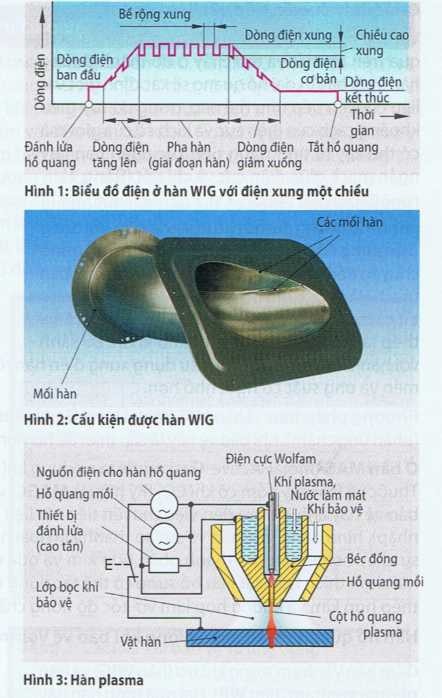
Hàn hồ quang plasma WP được thực hiện bằng một thiết bị hàn WIG với một béc hàn (vòi phun) đặc biệt (Hình 3). Phục vụ cho nguồn nhiệt là tia plasma (trang 109). Nó được tạo ra ở đầu nhọn mỏ hàn, làm nóng dòng khí bằng hổ quang cho đến khi đạt trạng thái khí plasma. Tia khí plasma được thắt hẹp lại bởi vòi phun đồng được làm mát bằng nước và chạm vào mối hàn bằng một chùm tia plasma sắc bén (mạnh) với mật độ năng lượng cao trên các điểm hàn. Một lớp bọc khí bảo vệ làm ổn định cột hổ quang plasma và bảo vệ vũng chảy trước không khí chung quanh. Qua tia khí plasma rất mỏng và năng lượng dổi dào có thể kết nối thép lá dày với một mối hàn rất hẹp. Hàn WP cũng được sử dụng trong lĩnh vực kỹ thuật hàn micro. Hàn micro plasma ứng dụng cho hàn thép lá dày cũng như bề dày đường hàn đắp đến khoảng 1 mm.
Quy tắc làm việc cho hàn trong môi trường khí bảo vệ.
ở hàn trong môi trường khí bảo vệ mối hàn phải được bảo vệ trước gió hút, để lớp bọc bảo vệ không bị ảnh hưởng.
Vì hơi độc xuất hiện trong phương pháp hàn với khí bảo vệ, cho nên phải có hệ thống hút khí.




















{kind=link}