
DỤNG CỤ ĐO KIỂM KHI VẠCH DẤU
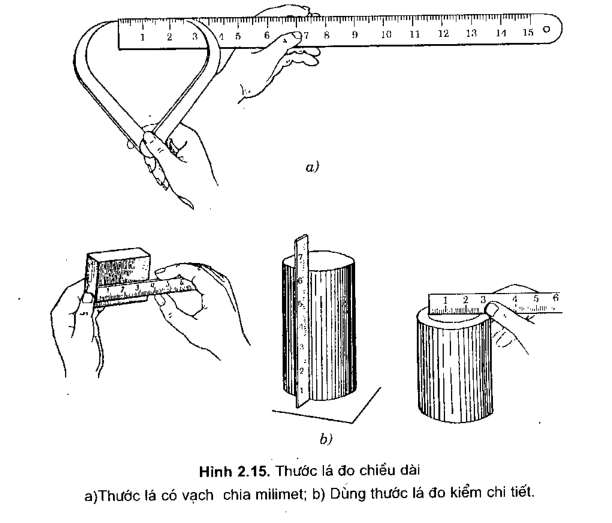
Thước lá: Dụng cụ đơn giản nhất để đo kích thước thẳng là thước lá có vạch chia 0,5; 1 mm, chiều dài thước từ 150 đến 1000 mm, chiều rộng 11 – 25 mm, chiều dày thước 0,3-2 mm. Thước lá được chế tạo từ thép CD70 hoặc CD80 (hình 2.15).
– Để đo và vạch dấu có thể dùng thước dày hơn, chiều dày 6-8 mm, chiều rộng 30 – 60 mm, chiều dài có thể tới 3 m. Khi đo chiều dài lớn thường dùng các loại thước cuộn.
– Độ chính xác khi đo bằng thước lá có sai lệch là ± 0,5 mm.
Compa đong: (hình 2.16) dùng để đo kiểm kích thước ngoài (hình 2.16a), kích thước trong (hình 2.16b), và để kiểm tra độ song song. Compa đong được chế tạo từ thép CD70 hoặc CD80. Hai cạnh compa có chiều dài 150-250 mm lắp bằng chốt để có thể quay, phía đầu có hình dáng khác nhau tuỳ theo dùng compa để đo trong hay đo ngoài.
– Độ chính xác khi đo bằng compa đong là ± 0,5 mm.

– Khi đo bằng compa đong, tay phải cầm vào chốt quay, mở cạnh compa sao cho tiếp xúc vừa sát với chi tiết cần đo, sau đó đặt compa lên thước lá hoặc thước cặp để xác định kích thước cần đo.
Dụng cụ đo chính xác: các loại thước cặp, panme, đồng hồ so… dùng để đo chính xác kích thước đường kính, chiều dài, chiều sâu…
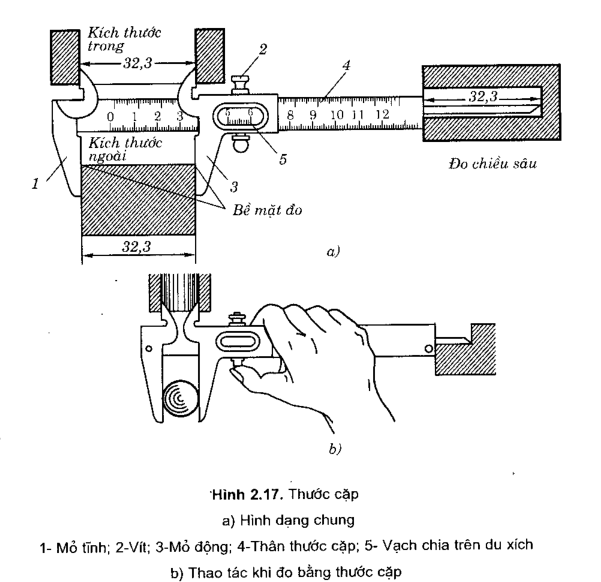
Thước cặp có nhiều loại, tuỳ theo giới hạn đo và độ chính xác đo có thể có chiều dài 100, 125, 150, 200, 300, 400, 500, 600, 800 và 1000 mm; độ chính xác đo 0,1; 0,05; 0,02; 0,01 mm.
– Hình 2.17a là loại thước cặp có độ chính xác 0,1 mm, gồm thân 4 có các vạch chia theo từng milimet, phía đầu có mỏ tĩnh 1, mỏ động 3 được lắp trượt trên thân thước cặp và cố định vị trí bằng vít 2. Để đo chính xác đến 0,1 mm, trên mỏ động có vạch du xích chia theo 0,1 mm.
– Trước khi đo chi tiết cần kiểm tra độ chính xác của thước cặp bằng cách đưa hai mỏ sát vào nhau và kiểm tra vị trí 0 qua sự trùng khớp của các vạch chia trên thước.
– Khi đo bằng thước cặp, kéo mỏ động ra cho đến khi hai mỏ tĩnh và động tiếp xúc đều với bề mặt cần đo trên chiều dài mỏ với độ găng vừa phải (hình 2.17b) sau đó cô’ định vít 2 lại. Giá trị cần đo được thể hiện trên vạch milimet và trên vạch du xích nào trùng với vạch chia trên thước cặp.
– Hình 2.18a là loại thước cặp vừa dùng đo kiểm vừa dùng để vạch dấu, loại này có mỏ động thường dài hơn để cố định trên bề mặt, còn mỏ tĩnh vát nhọn dùng để lấy dấu, độ chính xác của loại thước cặp này là ± 0,1 mm.
– Thước cặp (hình 2.18b) ngoài chức năng đo kiểm còn dùng để ỉ ấy dấu các đường tròn nhờ hai mỏ nhọn b.

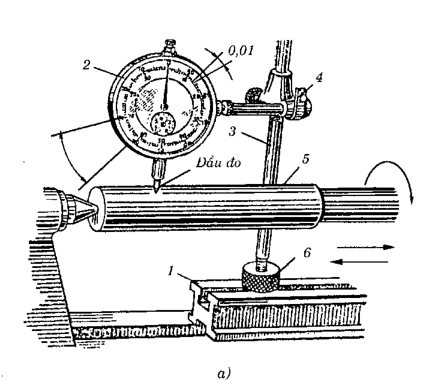

– Đồng hồ so: (hình 2.20) dùng để kiểm tra chính xác vị trí của chi tiết trên bàn phẳng. Khi kiểm tra, để đầu đồng hổ tiếp xúc và có độ găng với bề mặt chi tiết, sau đó di chuyển giá đỡ đồng hồ để kiểm tra trên bề mặt chi tiết. Độ chính xác khi dùng đổng hồ so thông dụng để kiểm là ± 0,01 mm.
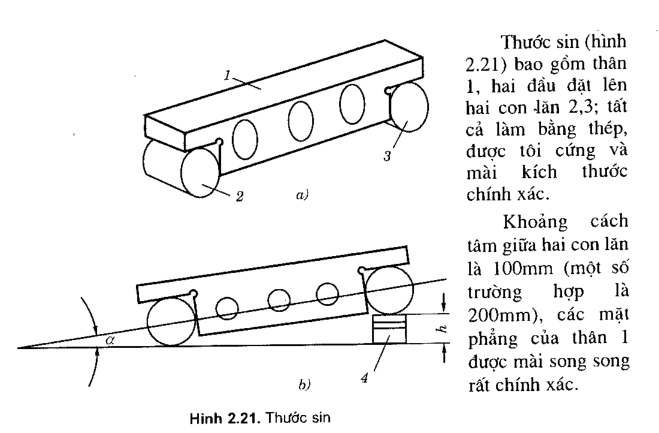
Thước sin: là dụng cụ để đo góc chính xác, khi dùng cùng căn mẫu có thể gá thước sin dưới một góc xác định, chính xác.
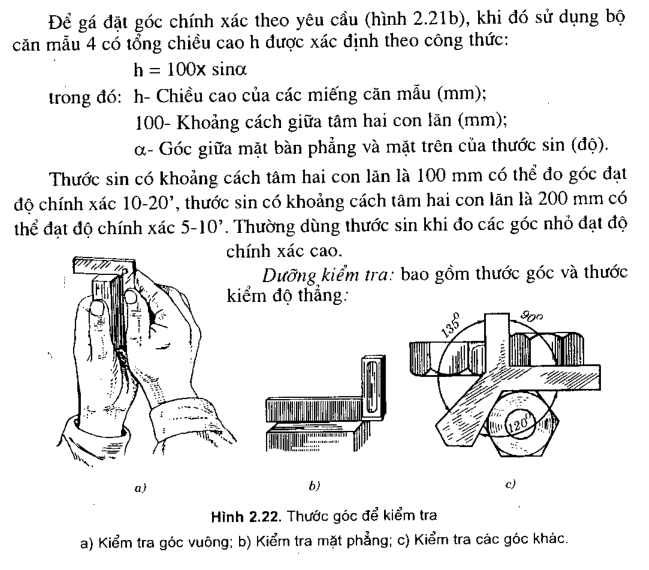
– Thước góc là một loại dưỡng dùng để kiểm tra góc vuông (hình 2.22a), kiểm tra độ thẳng (hình 22.2b), kiểm tra các góc khác (hình 2.22c): 30, 45, 90, 120, 135°. Thước góc được chế tạo từ thép cacbon dụng cụ CD80 hoặc thép hợp kim dụng cụ.
– Thước góc được chế tạo với nhiều cỡ kích thước khác nhau, từ cỡ 40 X 63mm đến cỡ 1250 X 2000 mm.
– Thước kiểm độ thẳng dùng để kiểm tra sai lệch độ thẳng (hình 2.23).
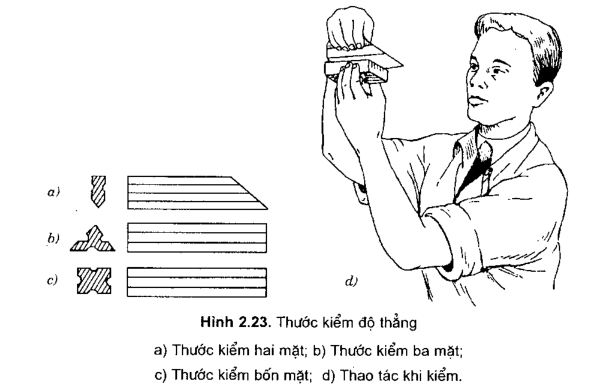
– Thước kiểm độ thẳng được chế tạo từ thép cacbon dụng cụ và gồm nhiều loại khác nhau: thước kiểm hai mặt (hình 2.23a) có chiều dài từ 75 đến 125mm, có một đầu vát nhọn, góc vát 30° và 60°. Ngoài ra còn các loại thước kiểm ba mặt (hình 2.23b), bốn mặt (hình 2.23c) có chiều dài 175, 225 và 300mm.
– Kiểm tra độ thăng bằng dưỡng kiểm được đánh giá qua khe sáng giữa dưỡng và bề mặt cần kiểm. Khi đó, giữ dưỡng kiểm thẳng đứng, tiếp xúc với bề mặt cần kiểm, để o vị trí ngang tầm mắt (hình 2.23d) và quan sát qua khe sáng để đánh giá mức sai lệch về độ thẳng.




















{kind=link}