
Ván chúng thanh, thiết bị, thiết bị, thiết bị, thiết bị, thiết bị, máy tính, thiết bị, máy tính, thiết bị, máy tính, thiết bị, máy tính, thiết bị, thiết bị, máy tính




phần mềm thanh và phần cứng của phần sau
(- Bảng chữ)

– Ván lên thanh khung gỗ (Veneer cách nhau gỗ)

– Ván lên thanh điện thoại có phần mặt (ván ép lõi)

Ván hạ thanh thanh trong không trang.
Là sản phẩm của bạn, bạn có thể sử dụng được. Tối thiểu hóa thành thành phần của chúng ta Có một phần của chúng tôi sau:
Ghép liên kết với nhau

Ghép đối với chúng tôi

Ghép các thanh thành phần theo liên tục
![]()
Quyấu của chúng tôi và chúng tôi
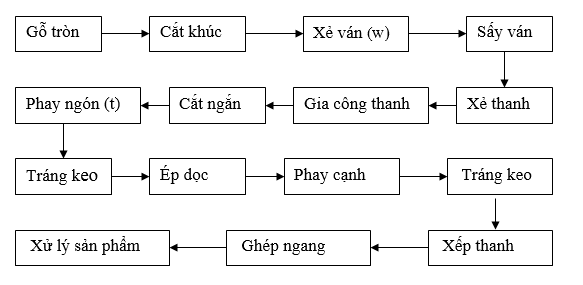
Để đảm bảo chất lượng sản phẩm, trong quy trình công nghệ sản xuất có một số yêu cầu bắt buộc sau:
– Các thanh thành phần phải gia công đúng quy cách
– Đảm bảo độ kín khít khi xếp các thanh ghép
– Xếp các thanh ghép liền nhau theo phương pháp đối xứng vòng năm
– Hai thanh ghép liền kề nhau không được trùng mạch ghép
– Chiều dài thanh ghép không hạn chế tuỳ thuộc vào khả năng tận dụng của gỗ, thông thường chiều dài từ 170-1200mm
– Lượng keo tráng từ 150-250g/m2
Ván dăm
Ván dăm là loại ván được tạo thành bằng cách dán ép các dăm gỗ hoặc thực vật chứa xellulo nhờ chất kết dính trong những điều kiện áp suất, nhiệt độ, thời gian ép nhất định.




Ván dăm được sản xuất theo các công đoạn sau:
Chuẩn bị và xử lý nguyên liệu gỗ
→ chuẩn bị dăm (sản xuất dăm)
→ tuyển chọn dăm
→ sấy dăm
→ trộn keo
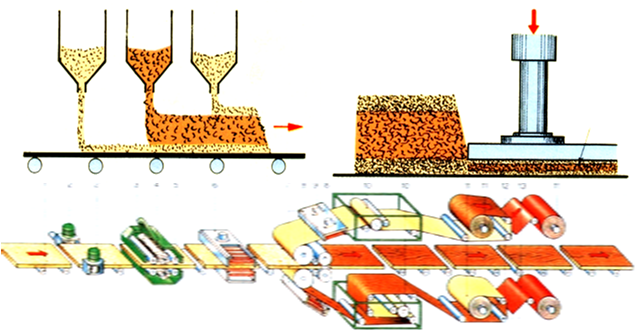
→ trải thảm
→ ép sơ bộ
→ ép nhiệt
→ xử lý cuối cùng.
Ván dăm được chia làm 3 loại theo khối lượng thể tích (γ):
Loại nhẹγ < 0,4 g/cm3 ;
loại trung bình γ = 0,4-0,8 g/cm3 ;
lọai nặng γ > 0,8 g/cm3
Nguyên liệu là gỗ rừng trồng hoặc phế liệu, có thể sản xuất ván dăm dưới dạng tấm 1 lớp hoặc 3 lớp (lớp giữa là dăm thô, hai lớp mặt là dăm mịn) hoặc ép khuôn thành sản phẩm có hình dạng nhất định như: cánh cửa, mặt bàn, mặt ghế…
Ván dăm có thể được phủ mặt trang trí bằng gỗ lạng, foocmica …
Ván dăm thường được dùng để sản xuất đồ mộc (tỷ lệ thành phẩm khoảng 80-90%), dùng trong kiến trúc, đóng hòm, bao bì…
Để sản xuất 1 m3 ván dăm bình quân cần 1,4-1,7 m3 gỗ rừng trồng, 90-100 kg keo hàm lượng khô 50%, 8-10 kg chất chống ẩm, 2 kg chất đóng rắn clorua amôn (NH4Cl).
Ván sợi, ván phổ biến trong chế biến gỗ
Ván sợi là loại ván được tạo thành bằng cách dán ép các sợi gỗ hoặc sợi thực vật, phụ gia theo phương pháp ướt, khô hoặc nửa khô .




Ván sợi được chia làm 3 loại theo khối lượng thể tích (γ):
Ván sợi mềm (xốp) γ < 0,4 g/cm3 được dùng làm vật liệu cách âm, cách nhiệt.
Ván sợi có khối lượng thể tích trung bình (MDF) γ = 0,5-0,8 g/cm3 được dùng để sản xuất đồ mộc.
Ván sợi cứng (HDF)γ = 0,8 – 1,1 g/cm3 được dùng làm vật liệu chịu lực.
Nguyên liệu là gỗ rừng trồng, tre nứa hoặc phế liệu, có sợi xenlulô. Trong quá trình sản xuất, ván sợi được hình thành bởi phương pháp chính sau:
– Phương pháp ướt: Dùng nước để nghiền gỗ thành sợi theo nguyên tắc nghiền bột giấy, lượng nước dùng rất nhiều có thể 70 tấn nước/1 tấn ván sợi.
Công nghệ sản xuất ván sợi ướt gồm các công đoạn sau:
Nguyên liệu
→ Băm dăm
→ Hoá mềm
→ Nghiền sợi
→ Trộn keo
→ Lên khuôn thành hình
→ Ép ván
→ sản phẩm.
Sản phẩm tạo thành có thể là ván sợi ép cứng thông qua quá trình ép nhiệt hoặc là ván sợi xốp sau khi sấy khô (không cần ép nhiệt).
Ván sợi cứng có khối lượng thể tích lớn, độ bền kéo, nén cao nên được sử dụng trong xây dựng, sản xuất đồ mộc…
Còn ván sợi xốp thường được dùng làm vật liệu cách âm, cách nhiệt.
– Phương pháp khô: Dùng máy nghiền nhiệt, tại đây đồng thời xảy ra hai quá trình hoá mềm dăm gỗ và quá trình nghiền tách dăm gỗ thành sợi ở nhiệt độ cao 160 -180oC nên quá trình sản xuất đơn giản, gọn nhẹ, hiệu suất thu sợi cao, kết cấu sợi đồng đều và hoàn chỉnh. Do có nhiều ưu điểm nên hiện nay người ta thường dùng phương pháp khô để sản xuất ván sợi.
Ván sợi (MDF) được sản xuất theo phương pháp khô qua các công đoạn sau:
Chuẩn bị và xử lý nguyên liệu gỗ
→ băm dăm
→ sàng dăm
→ rửa dăm
→ hấp dăm
→ nghiền sợi
→ sấy sợi
→ trải thảm
→ ép sơ bộ
→ cắt tấm
→ ép nhiệt
→ xử lý kích thước, bề mặt ván (rọc cạnh, đánh nhẵn bề mặt ván)
→ đóng gói, nhập kho.
Ván sợi có cấu tạo và tính chất đồng đều theo mọi hướng, bề mặt nhẵn mịn nên có thể gia công cưa, cắt, đục mộng, xẻ rãnh, chạm khắc, phay… trang trí trực tiếp bằng sơn hoặc phủ bằng ván lạng, focmica.
Hiện nay một số nước phát triển đã sản xuất ván sợi kết hợp trang trí bề mặt, tạo hoa văn, định hình, định vị các mối liên kết ngay trong quá trình ép ván.
Để sản xuất 1m3 MDF bình quân cần khoảng: 1,8-2 m3 gỗ, 80-100 kg keo hàm lượng khô 50%, 10 kg parafin, 1,7- 2kg chất đóng rắn NH4Cl.
Đặc biệt đối với ván MDF và ván dăm chỉ tiêu tỉ lệ formadehyd tự do trong ván (mg/100g ván ) rất quan trọng đối với sức khỏe con người, theo qui định của Liên minh Châu Âu: loại E1 < 10 mg/100g, E2 = 10-30 mg/100g và E3 = 30 -60 mg/100 g.
Ván dán trong chế biến gỗ
Ván dán là sản phẩm dạng tấm phẳng được tạo thành bằng cách dán ép nhiều lớp ván mỏng theo chiều vuông góc thớ gỗ với nhau, nhờ chất kết dính trong những điều kiện áp suất, nhiệt độ, thời gian ép nhất định.


Ván dán được sản xuất theo các công đoạn sau:
(1) Xử lý nguyên liệu gỗ tròn: Bóc vỏ, làm sạch, cắt khúc, xử lý nhiệt ẩm (hấp luộc gỗ).
(2) Sản xuất ván mỏng theo phương pháp bóc hoặc lạng.
(3) Cắt ván mỏng theo kích thước phù hợp kích thước sản phẩm.
(4) Sấy ván mỏng đạt độ ẩm phù hợp yêu cầu công nghệ, thông thường khoảng 7-12%.
(5) Phân loại ván mỏng theo chất lượng và mục đích sử dụng.
(6) Vá, ghép nối các tấm ván mỏng bị mục, rách, hụt kích thước.
(7) Tráng keo: phổ biến dùng keo Urea-Formaldehyde và Phenol- Formaldehyde.
(8) Xếp các tấm ván mỏng đã được tráng keo thành các chồng ván mỏng phù hợp kết cấu sản phẩm.
(9) Ép sơ bộ với mục đích tăng chất lượng sản phẩm và tăng năng suất máy ép chính (máy ép nhiệt).
(10) Dán ép ván theo các phương pháp: Khô-lạnh (còn gọi là ép nguội); khô-nhiệt; nhiệt-ẩm.
(11) Xử lý nhiệt ẩm với mục đích cân bằng nhiệt ẩm của vánvới môi trường.
(12) Xử lý kích thước, bề mặt ván (rọc rìa, đánh nhẵn bề mặt).
(13) Đóng gói, nhập kho.
Thông thường ván dán là sản phẩm dạng tấm phẳng gồm 3 hoặc nhiều lớp ván mỏng dán vuông góc chiều thớ với nhau. Bề dày của ván thường là 1,5; 2; 2,5; 3; 4; 5; 6; 7; 8; 9; 10; 13; 15; 18; 24 mm.
Khối lượng thể tích ván dán thường lớn hơn khối lượng gỗ nguyên liệu từ 18-20%, thường ván dán có khối lượng riêng 0,6-0,8 g/cm .
Ván dán được chia theo mục đích sử dụng như sau:
Ván dán dùng trong nhà ký hiệu INT (interior)
Ván dán chịu ẩm ký hiệu MR (moisture-resistant)
Ván dán dùng trong xây dựng thường là WB (Weather Boiling), ván dán chịu nhiệt, ẩm môi trường ký hiệu WBP ( weather boiling proof).
Ván dán thường được sử dụng rộng rãi để đóng đồ mộc, bao bì, dùng trong xây dựng, làm toa xe, đóng tàu thuyền…
Ngoài ra còn có loại ván dán đặc biệt nhiều lớp để làm thoi dệt, ván cốt pha, làm đồ mộc cao cấp (được phủ bằng ván lạng hoặc focmica).
Trung bình, để sản xuất 1 m3 ván dán cần khoảng 2,4-2,7 m3 gỗ tròn, 100 kg keo Urea-Formaldehyde hàm lượng khô 50%.
Tình yêu của chúng tôi, trong số những người có tài năng, quan hệ tình dục. . Nam Châu Mùi, Phần cứng, Vàng, Dương, Hàn, Hàn, Hàn, Vọng, Bạc

















{kind=link}