
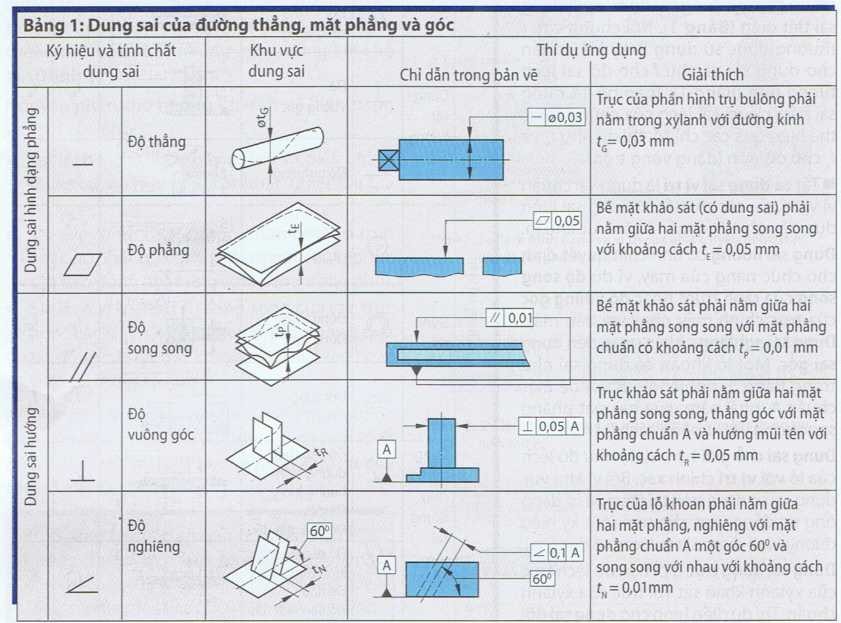
Dung sai để kiểm tra được xác định trong bản vẽ kỹ thuật thông qua các loại dung sai cũng như vị trí và độ lớn của phạm vi dung sai (Bảng 1).
Đo độ dung sai hình dạng theo điều kiện tối thiểu
Mặt phẳng hoặc đường thẳng phải giới hạn chi tiết có dung sai sao cho khoảng cách của chúng tối thiểu. khoảng cách này là độ lệch hình dạng. (Hình 1 và 2)
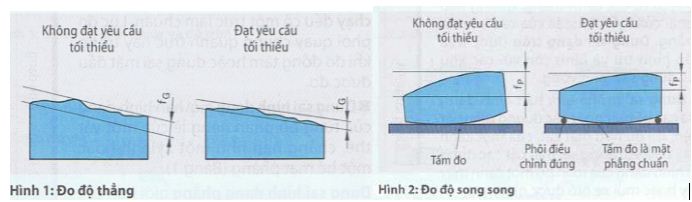
Độ thẳng được giới hạn bởi hai đường thẳng song song. Các điểu kiện tối thiểu được đáp ứng nếu đạt được khoảng cách nhỏ nhất giữa hai đường.
Để đo độ song song, mặt phẳng kiểm tra nào của chi tiết phẳng hơn sẽ được chọn làm mặt phẳng chuẩn. Vì chính mặt phẳng này cũng có sai lệch, nên nó phải được điều chỉnh lại, thí dụ với các chốt kiểm tra trên tấm đo theo điều kiện tối thiểu. Độ lệch song song fp là khoảng cách đo được từ hai mặt phẳng song song chứa mặt phẳng có dung sai.
Kiểm tra độ thẳng và độ phẳng
Trong phân xưởng lưỡi dao thẳng nhọn (thước lá được sử dụng để kiểm tra độ thẳng và độ phẳng (Hình 1). Độ vênh (độ không phẳng) từ 2 µm trở lên có thể nhìn thấy ở khe ánh sáng. Độ phẳng cũng chỉ có thể kiểm chứng gần đúng ở các lần đo lặp lại bằng lưỡi dao mẫu vì độ thẳng luôn luôn chỉ có thể được kiểm tra ở một khu vực bề mặt phẳng. Việc kiểm tra độ thẳng của xylanh được thực hiện với lưỡi dao thẳng ít nhất hai lần ở chu vi cách nhau 90°. Khi so sánh độ phẳng với tấm đo làm một mặt phẳng tiêu chuẩn, các chi tiết với bề mặt để kiểm tra được đặt trên tấm đo và người ta tìm kiếm độ lệch phẳng lớn nhất với một đầu đo (Hình 2).

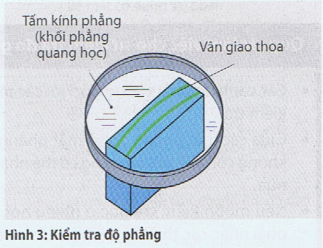
Độ phẳng của mặt phẳng đo ở căn mẫu hoặc ở thước panme có thể được kiểm tra bằng kính phẳng với độ chính xác cao (Hình 3). Phương pháp kiểm tra dựa trên sự giao thoa của sóng ánh sáng. Có thể nhìn thấy và đo được độ sai lệch phẳng qua đường cong và số lượng của các vân giao thoa.Từ một vân giao thoa đến vân tiếp theo, khoảng cách của mặt phẳng đo đến tấm đo đã thay đổi khoảng 0,3 µm.
Đo độ song song
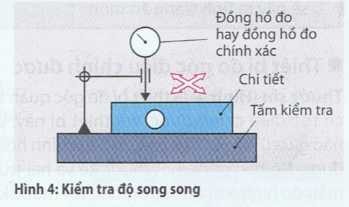
Độ song song có thể được kiểm tra trên một tấm đo với một đồng hồ đo chính xác (Hình 4). Chi tiết được chỉnh ngay ngắn với bề mặt có độ phẳng cao nhất trên tấm đo xem như là một mặt chuẩn. Để tìm độ lệch tối đa của mặt phẳng khảo sát, các điểm đo được phân bố đều trên bề mặt. Độ lệch song song là sự khác biệt giữa trị số hiển thị cao nhất và thấp nhất.
Kiểm tra độ thẳng, độ phẳng và độ song song với nhiều điểm đo thì rất tốn kém. Do đó việc giới hạn vào một số điểm đo được phân bố đồng đều trên đối tượng đo sẽ là điều hữu ích. Sai lệch đo lớn nhất được so sánh với trị số dung sai quy định trong bản vẽ.
Kiểm tra hướng và độ nghiêng Thước đo độ phẳng với bọt nước (nivô nước) được sử dụng để kiểm tra hoặc điều chỉnh của các bể mặt phẳng và mặt trụ ở vị trí nằm ngang (Hình 5) là thiết bị nhất thiết phải cần lúc đặt máy. Độ sai lệch góc nhỏ nhất có thể xem được là 0,01 mm/m.

Thiết bị đo độ nghiêng điện tử đặc biệt phù hợp cho các phép đo chính xác của các độ nghiêng nhỏ. Nó có kiểu nằm ngang với mặt đo hoặc là kiểu góc nghiêng với mặt đo ngang và mặt đo thẳng đứng (Hình 5). Với thiết bị đo độ nghiêng điện tử này người ta có thể đo được sai lệch phẳng ở tấm kiểm tra và máy móc cũng như sai lệch từ độ song song và độ thẳng góc. Độ nghiêng nhỏ nhất là 0,001 mm/m và phạm vi đo lớn nhất là ± 5 mm/m.
Kiểm tra góc
Trong kiểm tra góc, vị trí của các cạnh hoặc bề mặt được kiểm tra.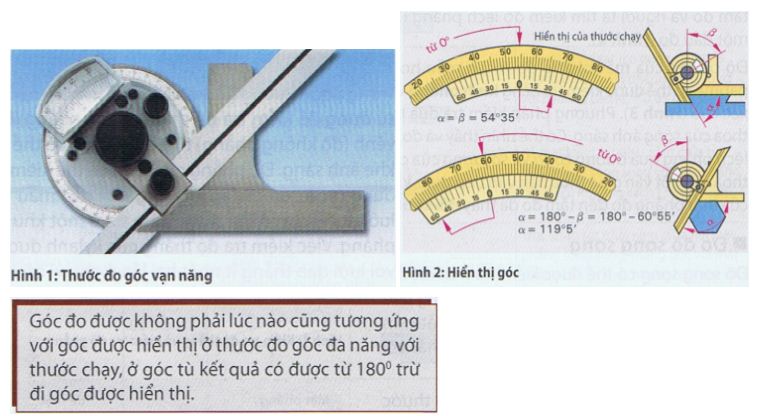
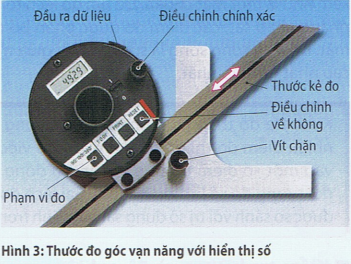
Thước đo góc đa năng có thang đo chính với bốn lần 90° và du xích (thước chạy, vecniê), thước này phân giải thêm 5 phút của góc (Hình 1).Trong khi đọc người ta đếm số độ của góc trước hết dựa trên thang đo chính từ 0° đến gạch không của thước chạy và sau đó đọc số phút ở thước chạy theo cùng hướng (Hình 2).
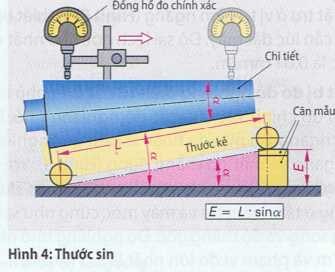
Thước đo góc đa năng kỹ thuật số làm việc với màn hình hiển thị số đọc dễ dàng hơn và chính xác hơn so với thước đo góc có du xích (Hình 3). Ta có thể chọn để hiển thị độ, phút hoặc độ thập phân.Trị số của bước tăng là 1 phút của độ cung hay 0,01 °.Trong các phép đo so sánh độ lệch có thể được hiển thị bằng cách điều chỉnh về không ở bất kỳ vị trí góc nào.
Quy tắc làm việc cho sự kiểm tra đo góc
- Các cạnh đo phải vuông góc với các mặt phẳng kiểm tra.
- Giữa các mặt phẳng đo và mặt phẳng kiểm tra không còn khe hở ánh sáng có thể nhận ra được nữa.
- Nếu muốn kiểm tra góc ở nhiều nơi, người ta phải nhấc các thiết bị kiểm tra lên và để xuống chỗ mới, vì khi di chuyển trên bề mặt kiểm tra sẽ gây ra tình trạng ăn mòn.
Thiết bị đo góc điều chỉnh được
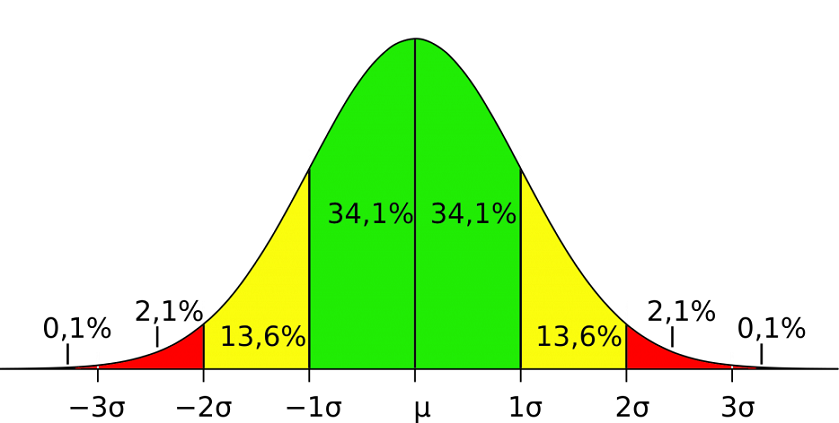
Thước Sin (Hình 4) là thiết bị đo góc quan trọng nhất có thể điều chỉnh được. Với thiết bị này, bất kỳ góc nào giữa 0° và 60°đều có thể điều chỉnh hoặc kiểm tra được. Nó bao gồm một thước kẻ và hai trục lăn (Căn mẫu đo hình trụ) được nối chắc với thước kẻ. Khoảng cách của các con lăn là 100 mm hoặc 200 mm. Với thước sin vẫn còn có thể điều chỉnh được sự khác biệt góc từ 3″ đến 10″.
Thí dụ: L = 100 mm, α= 12°10′ 3″
Lời giải: E = L.sinα= 100 mm x0,21077
E = 21,077 mm
Kết hợp các căn mẫu: 1,007 mm + 1,07 mm + 9 mm + 10 mm


















{kind=link}