
■ Khả năng của phương tiện đo lường
Sự lựa chọn các phương tiện đo phải hướng tới việc phù hợp với các điều kiện ở nơi đo đạc và độ dung sai đã định trước của đặc tính để kiểm tra, thí dụ như chiều dài,đường kính hoặc độ tròn, số lượng người kiểm tra cũng quan trọng, thí dụ như khi đang kiểm tra cùng một vật mà thay ca làm cùng với việc đổi người kiểm tra thì độ bất định của phép đo sẽ lớn hơn.

Thiết bị đo được xem là có khả năng, khi độ bất định lớn nhất của phép đo bằng 10% của dung sai kích thước hay hình dạng.
Phương pháp đo với độ bất định nhỏ đáng kể hơn 1/10.T thì thích hợp nhưng rất tốn kém. Độ bất định của phép đo lớn hơn sẽ dẫn đến tình trạng rất nhiều chi tiết không được xác định rõ ràng là “tốt” hay “bị loại” vì trị số đo nằm trong phạm vi không chính xác của phép đo (Hình 2). Độ bất định của phép đo u càng nhỏ thì khu vực chính xác của kỹ thuật đo càng lớn.
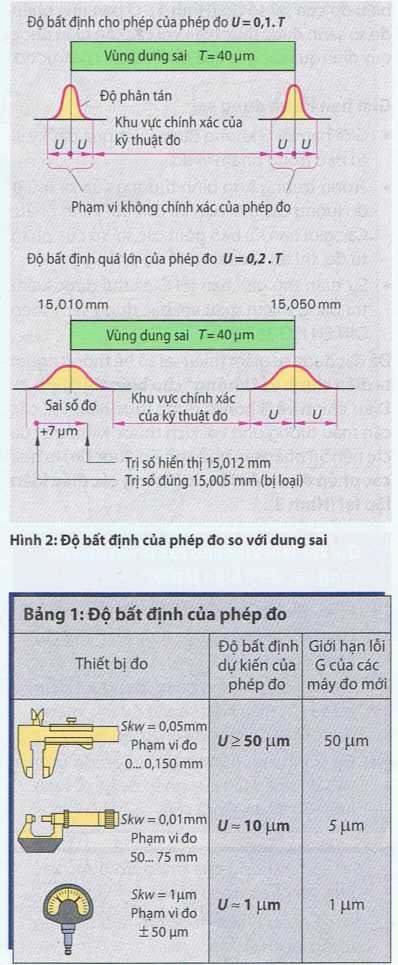
Các trị số đo nằm trong khu vực chính xác của kỹ thuật đo, thì chắc chắn sẽ có sự phù hợp (ăn khớp) giữa trị số đo và dung sai.
Thí dụ về hệ quả của độ bất định quá lớn U = 0,2.T (Hình 2):Tuy trị số đúng 15,005 mm nằm ngoài dung sai nhưng trị số đo với sai số + 7 µm nên có chỉ thị là 15,012 mm, trị số này dường như nằm trong dung sai. Qua đó không nhận ra được chi tiết phải loại bỏ. Ngược lại một trị số nằm trong dung sai nhưng vì sai số đo có trị số hiển thị nằm ngoài dung sai. Trong trường hợp này một chi tiết “tốt” sẽ bị loại bỏ vì nhầm lẫn.
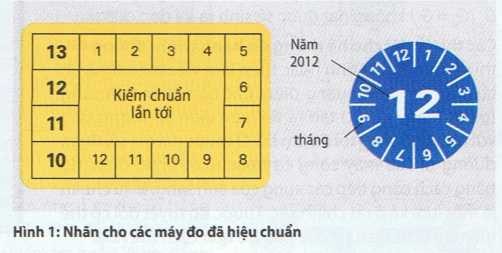
Có thể đánh giá gần đúng khả năng của thiết bị đo lường khi biết được độ bất định của phép đo đã dự tính (Bảng 1).
Dưới những điều kiện làm việc trong hãng xưởng, độ bất định của thiết bị đo cơ khí cầm tay mới hay còn mới được xem vào khoảng 1 độ chia (1 Skw) còn đối với thiết bị điện tử thì vào khoảng 3 độ chia (3Zw).
Các máy đo trong sản xuất được lựa chọn sao cho độ bất định của phép đo u nhỏ không đáng kể so với dung sai của chi tiết. Do đó có thể xem trị số hiển thị là kết quả đo.
■ Khả năng của thiết bị đo với dung sai định trước
Thí dụ: Với 1 panme (vi kế) cơ đo ngoài (Giá trị vạch đo s/cw= 0,01 mm) để đo một đường kính với kích thước giới hạn 20,40 mm và 20,45 mm. Hãy đánh giá khả năng (năng lực) đo lường của pan me theo sự lệ thuộc vào độ chính xác đã dự tính và độ dung sai định trước (Dung sai T = 0,05 mm).
Lời giải: Độ bất định gần bằng 1 trị số chia (vạch kẻ) của vạch đo (0,01 mm).Vì độ bất định này, khi chỉ thị là 20,45 mm thì giá trị đo đúng nằm giữa 20,44 mm và 20,46 mm.
Độ bất định dự tính của panme: u = 0,01 mm
Độ bất định cho phép: u , = 0,1 . T= 0,1 . 0,05 mm = 0,005 mm
Pan me không thích hợp với độ dung sai đã quy định, vì độ bất định của phép đo quá lớn. Nên sử dụng đồng hồ đo điện tử hoặc đồng hồ đo chính xác, vì các máy đo này làm việc chính xác hơn, thể hiện qua độ phân tán nhỏ.
■ Giám sát phương tiện kiểm tra
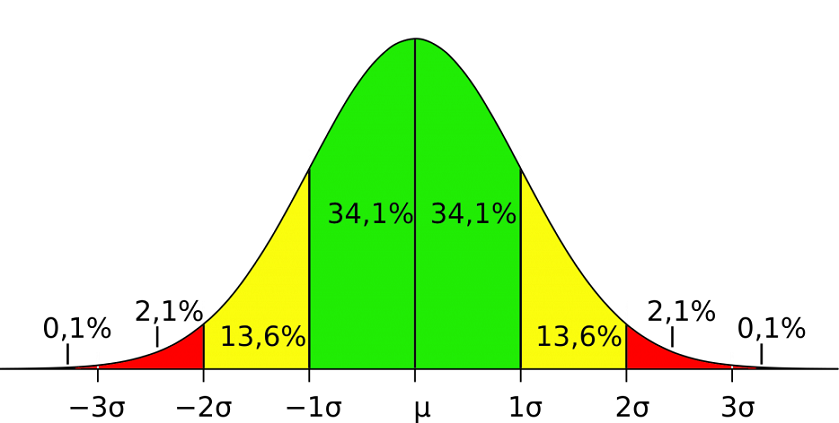
Ở các máy đo có chỉ thị, sai số hệ thống giữa hiển thị và trị số đúng được xác định qua hiệu chuẩn. Việc này được thực hiện bằng cách so sánh với căn mẫu hoặc với các thiết bị có độ chính xác cao hơn. Độ sai số tìm ra được ghi lại trên giấy kiểm chuẩn và có thể lưu làm tài liệu với biểu đồ sai số (hình 1, trang 15).
Hiệu chuẩn được chứng nhận trên một nhãn kiểm tra đặc biệt, trên đó chỉ báo thời gian lần kiểm chuẩn kế tiếp (Hình 1).
Hiệu chuẩn là tìm sai số hiện có của một máy đo với trị số đúng. Một thiết bị đo còn tốt và được sử dụng khi sai số tìm được nằm trong giới hạn đã quy định.
Kiểm chuẩn (hiệu chuẩn qua một cơ quan kiểm định) một thiết bị kiểm tra bao gồm kiểm tra và đóng dấu (đã kiểm tra) của cơ quan kiểm định nhà nước. Các loại cân bắt buộc phải được kiểm chuẩn, nhưng các máy đo trong sản xuất thì không.
Khi hiệu chỉnh máy đo được thay đổi sao cho có độ sai số nhỏ nhất. Thí dụ như thay đổi các quả cân của một cái cân.
Chỉnh là điều khiển hiển thị đạt một trị sổ nhất định, thí dụ chỉnh “không”.

















{kind=link}