
ở mài khôn hành trình dài dụng cụ đầu mài khôn (mũi doa) dẫn chuyển động tròn và hành trình chuyển động lên xuống, để tạo ra mặt võng các lằn gia công dưới một góc xác định trước (Hình
. Tốc độ chu vi vt và tốc độ dọc trục V kết hợp là tốc độ cắt V.
Đầu mài khôn tùy theo độ lớn của đường kính mài có thể nhận từ 3 đến 12 giá giữ đá dịch chuyển xuyên tâm. Lượng ăn dao của đẩu mài khôn được thực hiện bằng kết nối dạng khớp qua côn bung. Đẩu mài khôn với béc đo khí nén ngắt tự động lượng ăn dao khi kích thước mong muốn của lỗ mài đạt được.
Chỉnh sửa hình dạng. Sựchổng phủ lớn lên nhau qua các chuyển động của đá mài khôn tương đối dài và của lượng ăn dao cô’ định có khả năng sửa chữa lỗi dạng trụ của lỗ khoan. Gia công mài khôn lỗ thông suốt phải chỉnh vị trí hành trình và chiểu dài hành trình sao cho khoảng 1/3 bề dài của đá mài nhô ra ngoài lỗ (Hình 3). Đường kính của hình trụ lúc gia công thô có sai lệch thì phẩn hành trình đi quá của đá mài ở cạnh hẹp được kéo dài ra và ở cạnh rộng được thu ngắn lại (Hình 4). Khi ở lỗ cụt thiếu phẩn hành trình đi quá thì có thể khộn phá với đẩu khôn ngắn và hành trình ngắn đến đáy lỗ.

Quy trình mài khôn. Đá mài khôn ép vào chi tiết với một lực ép từ 10 N/cm2 đến 100 N/cm2. Sức ép nhỏ và tốc độ cắt thấp (nhỏ hơn 30m/phút) làm nhiệt độ ở vùng biên không tăng quá 100 °c ngay cả lúc mài phá.
Bắt đầu quá trình mài khôn, mũi nhọn nhấp nhô và dợn sóng lồi được loại bỏ nhanh chóng. Với hàm lượng vật liệu (diện tích) của mặt mài tăng, độ xuyên sâu của hạt mài dưới áp lực tiếp xúc không đổi giảm đi. Lựctải hạt đá mài khôn cuối cùng là quá nhỏ, hạt không thể tách ra được. Qua đó việc loại bỏ vật liệu, sựcọ mòn của đá mài khôn và độ nhám bề mặt giảm theo thời gian mài khôn (Hình 1).
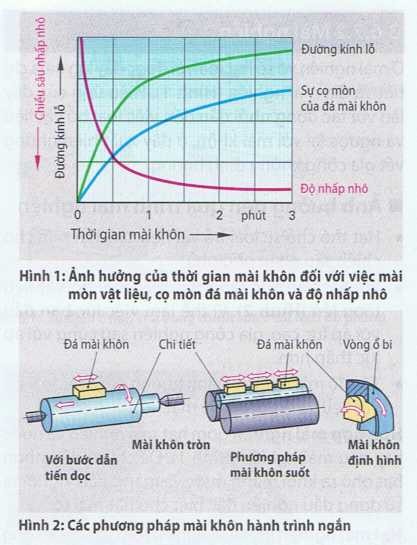
Với thời gian mài khôn tăng, sự thay đổi kích thước và chiều sâu nhấp nhô giảm đi từng phút.
Kết cấu của đá mài khôn
Kết cấu của đá mài khôn cũng giống như ở đĩa mài. Đá mài khôn cũng cẩn phải tự làm sắc ngay cả với lực tiếp xúc nhỏ, nghĩa là hạt mài phải có thể tách và vỡ ra mặc dù tải hạt nhỏ. Loại hạt dùng nhiều nhất là kim cương và bor nitrit, sử dụng độ lớn hạt từ 20 Lim đến 200 um, trong đó hạt nhỏ hơn cũng cho độ nhấp nhô nhỏ hơn.
Trong mài khôn, độ lớn hạt, lực tiếp xúc và tốc độ cắt ảnh hưởng đến độ bóng bể mặt đạt được.




















{kind=link}