
Công đoạn kết thúc
Sau khi gia công xong chi tiết được cắt rìa xờm (ba- via).Tiếp theo đó kiểm tra kích thước, hình dạng và bể mặt. Sau đó toàn chi tiết được ủ và bể ngang 10 mm của rãnh được tôi cứng lớp vùng biên. Sau khi xử lý nhiệt bề mặt được phốt phát hóa để chống sét và tạo ngoại hình đẹp.
Các biện pháp khả thi để tiết kiệm chi phí sản xuất
Vật liệu: Với thép dẹt (Thép có tiết diện vuông) kéo láng 40 X 25 khỏi phải gia công bề mặt ngoài; ở thép cán nóng 40 X 25 lớp da cán được làm mất qua mài phẳng bề mặt.
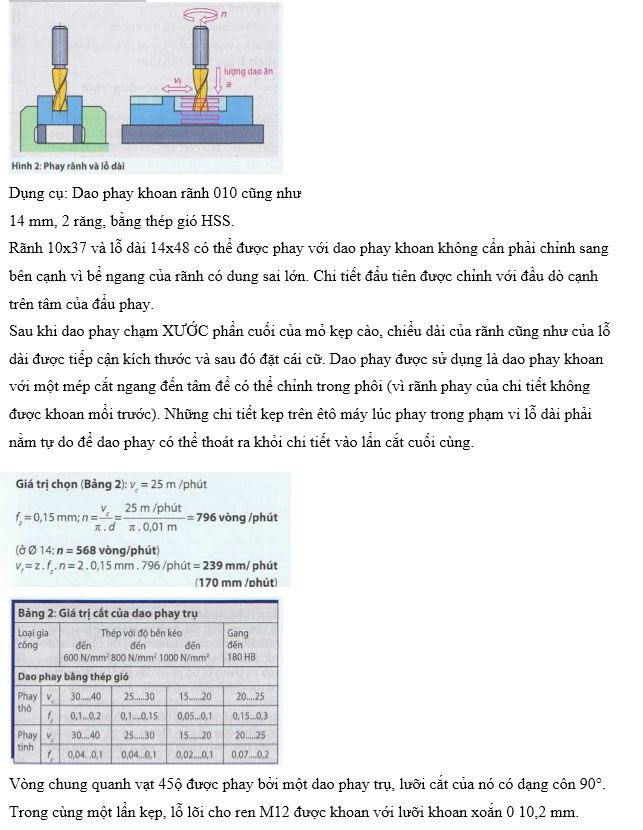
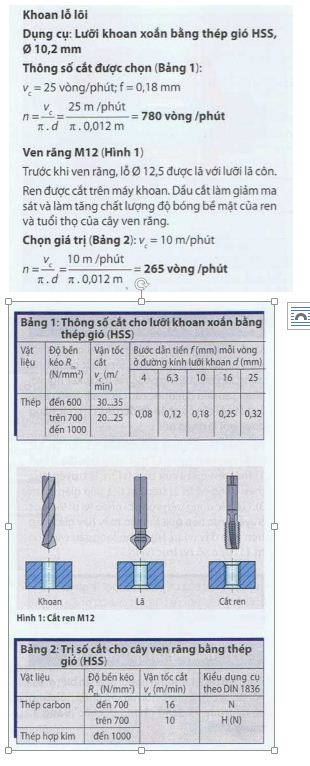
Gia công bằng kỹ thuật sô’ NC: Rãnh, lỗ dài và lỗ
ven răng được thực hiện trên một máy phay NC ở một lần kẹp. Dụng cụ thay đổi tự động làm giảm thời gian gia công.
Dụng cụ: Với dụng cụ bằng hợp kim cứng có thể tăng tốc độ cắt lúc phay và như thế giảm thời gian gia công.
Ôn tập và đào sâu
Tại sao bù long kẹp được sản xuất bằng thép 16MnCr5?
Những thông tin gì được thể hiện trong kế hoạch làm việc?
Lên kế hoạch làm việc cho quy trình sản xuất bù long kẹp?
Kiến thức nào mà nhân viên phụ trách kế hoạch sản xuất cẩn phải có?
Thời gian lắp đật và thời gian phụ: Có thể giảm thời gian thay đổi dụng cụ khi nhiều mỏ kẹp cào được gia công cùng một lẩn kẹp.
Mức độ gia công sâu hơn qua đặt hàng ngoài: Một vài phương pháp gia công đòi hỏi máy móc và phương tiện đặc biệt, thí dụ như xử lý nhiệt, hay thiết bị chịu điều kiện tuân thủ môi trường nghiêm ngặt thí dụ như thiết bị phốt phát hóa. Các trang thiết bị như thế đáng giá khi tận dụng tốt. Vì lý do này các đơn đặt hàng thường được giao cho các xí nghiệp khác.
Tại sao cấu kiện kẹp thủy lực được trang bị với bộ ly kết nhanh?
So sánh với sự mô tả trong chương “điều khiển thủy lực”.
Số vòng quay điều chỉnh và bước dẫn tiến f tùy thuộc vào đâu trong phương pháp phay. Hãy giải thích ý kiến của bạn với sự hỗ trợ của sổ tay kỹ thuật.




















{kind=link}