
Thước dài, thước thẳng, thước góc, dưỡng kiểm và căn mẫu
■ Thước dài, thước thẳng, thước góc
Các thước dài với các vạch kẻ tượng trưng cho kích thước chiều dài bằng các khoảng cách của các vạch kẻ.
Sự chính xác của các độ chia được biểu hiện qua giới hạn lỗi của thước dài (Bảng 1). Khi sai lệch giới hạn trên GO của thước dài bị vượt qua hoặc sai lệch giới hạn dưới GO (GU =GO) không đạt được sẽ sinh ra lỗi đo.
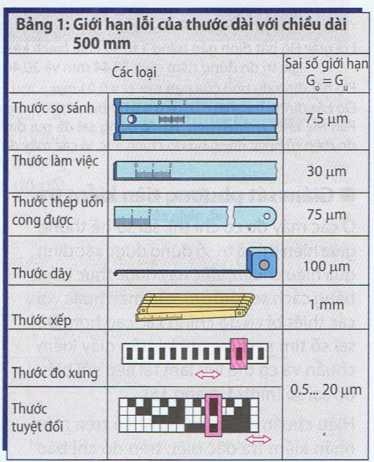
Các thước dài cho hệ thông đo hành trình (đường đi), thí dụ bằng thủy tinh hoặc thép làm việc theo nguyên tắc tìm dò bằng quang điện. Các cảm biến ánh sáng (pin quang voltaic) tạo ra tín hiệu điện áp tương ứng với những ô sáng tối đã tìm dò. ở thước dài gia số, đoạn đường đi của máy công cụ hoặc thiết bị đo được đo bằng cách cộng tiếp các xung của ánh sáng. Mẫu chuẩn là một lưới kẻ ô rất chính xác.Thước đo tuyệt đối có thể hiển thị vị trí hiện tại của đầu đo qua cách mã hóa.
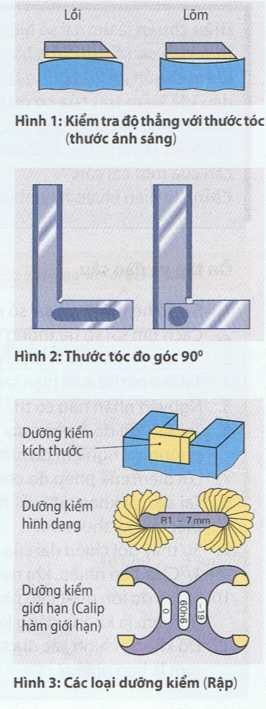
Thước thẳng dùng để kiểm tra độ thẳng và độ phẳng (Hình 1).Thước tóc (lưỡi dao thằng) có cạnh kiểm tra được mài miết bóng với độ thẳng rất chính xác để có thể nhận ra được sự khác biệt của các khe sáng nhỏ với mắt thường.

Khi chi tiết được kiểm tra với thước tóc đối diện ánh sáng người ta nhận biết được sự sai lệch từ 2 µm qua khe sáng giữa cạnh kiểm tra và chi tiết gia công.
Thước góc cố định là dưỡng hình dạng và thường có góc vuông 90°. Thước tóc đo góc với chiều dài chân đo đến 100 X 70 mm, với độ chính xác 00 có trị số giới hạn của sự sai lệch góc vuông chỉ 3 µm (Hình 2). ở độ chính xác 0 trị số giới hạn là 7 µm.Với thước tóc đo góc, người ta có thể kiểm tra được độ vuông góc và độ phẳng hay điều chỉnh cho thẳng các mặt hình trụ hoặc mặt phẳng.
■ Dưỡng kiểm (Rập)
Dưỡng kiểm tượng trưng cho kích thước hoặc hình dạng, thông thường dựa vào các kích thước giới hạn (Hình 3).
Dưỡng kiểm kích thước là những thành phần của một bộ dưỡng kiểm kích thước, trong đó các thiết bị có kích thước lớn dẩn, thí dụ căn mẫu song phẳng, chốt kiểm tra.
Dưỡng kiểm hình dạng (Rập) có thể kiểm tra góc, bán kính hoặc ren với phương pháp sử dụng khe ánh sáng.
Dưỡng kiểm giới hạn (Cữ đo) tượng trưng của kích thước cho phép lớn nhất và nhỏ nhất, ở vài dưỡng kiểm, ngoài biểu tượng cho kích thước nó còn biểu tượng cho hình dạng, để có thể kiểm tra cả kích thước và hình dạng, thí dụ như dạng trụ của lổ khoan hoặc prôfin của ren.
■ Dưỡng kiểm giới hạn (Cữđo giới hạn)
Kích thước giới hạn của chi tiết gia công chứa dung sai có thể được kiểm tra tùy theo trường hợp bằng cữ đo trục cho lỗ hoặc cữ đo tròn trơn cho trục (Hình 1, Hình 2 và Hình 3).
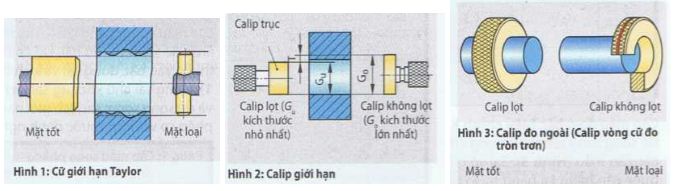
Nguyên tắc Taylor: Cữ đầu lọt phải được cấu tạo sao cho kích thước và hình dạng của chi tiết gia công được kiểm tra khi ghép với dưỡng kiểm (Hình 1). Chỉ nên kiểm tra kích thước riêng lẻ với cữ không lọt, thí dụ như đường kính.
Calip tốt tượng trưng cho kích thước và hình dạng
Calip không lọt chỉ thuần là calip kích thước
Calip lọt (Calip tốt) biểu tượng kích thước lớn nhất cho trục và kích thước nhỏ nhất cho lỗ
Calip không lọt (Calip loại) biểu tượng kích thước nhỏ nhất cho trục và kích thước lớn nhất cho lỗ. Do đó chi tiết gia công nào để calip loại đặt vào được sẽ bị loại bồ.
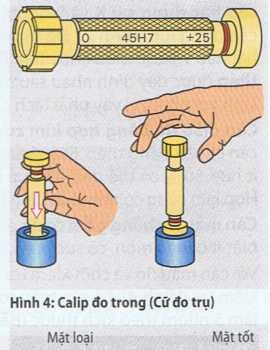
Người ta dùng cữ giới hạn đo trong để kiểm tra lỗ khoan và rãnh (Hình 4). Đầu tốt phải trượt vào trong lỗ khoan bằng trọng lượng của chính nó, đầu không lọt chỉ được phép chạm nhẹ. Các thanh bằng hợp kim cứng được sử dụng để giảm hao mòn cho đầu hình trụ dài hơn ở đầu tốt. Đầu loại có một đầu hình trụ kiểm tra ngắn, được đánh dấu màu đỏ và khắc kích thước giới hạn sai số dưới.
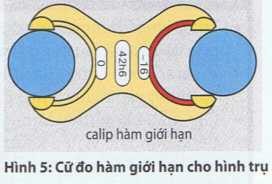
Cữ đo giới hạn thích hợp để kiểm tra đường kính và độ dẩy của chi tiết gia công (Hình 5). Đầu tốt biểu tượng kích thước lớn nhất cho phép. Nó phải trượt vào chỗ kiểm tra nhờ trọng lượng của chính nó. Đầu không lọt thì nhỏ hơn một trị số bằng dung sai, và chỉ được phép chạm nhẹ vào. Đầu loại có mặt kiểm tra hơi nghiêng, được đánh dấu đỏ và được khắc sai lệch giới hạn dưới.
Kết quả kiểm tra với calip là tốt hoặc bị loại. Caiip không cho trị số đo vì vậy kết quả kiểm tra không được dùng để quản lý chất lượng.
Sự biến động của lực đo và sự hao mòn của calip gây ảnh hưởng rất lớn đến kết quả kiểm tra.
Ở dưỡng kiểm kích thước đo và dung sai càng nhỏ thì sự kiểm tra càng không chính xác.Vì thế hầu như không thể kiểm tra với calip khi cấp dung sai nhỏ hơn 6 (< IT6).
■ Căn mẫu song phẳng (Khối cữ chuẩn hay can mẫu)
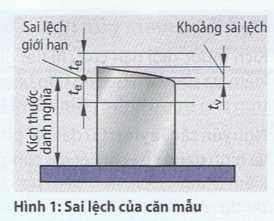
Căn mẫu song phẳng là mẫu kích thước chính xác nhất và quan trọng nhất để kiểm tra độ dài. Độ chính xác kích thước của căn mẫu tùy thuộc vào bậc dung sai và kích thước danh nghĩa (Bảng 1 và Hình 1). Dung sai cho khoảng sai lệch t giới hạn sai lệch của độ phẳng và độ song song; sai lệch giới hạn t diễn tả sự sai lệch chiều dài cho phép so với kích thước danh nghĩa.
| Bảng 1: Căn mẫu song phẳng
(Trị số bằng µm cho kích thước danh nghĩa 10… 25 mm) |
|||
| Bậc dung sai | Dung sai cho khoảng sai lệch tv | Sai lệch giới hạn của độ dài te | Ứng dụng |
| K | 0,05 | + 0,3 | Mẫu chuẩn dùng để hiệu chuẩn căn chuẩn và điều chỉnh các thiết bị đo chính xác và dưỡng. |
| 0 | 0,1 | + 0,14 | Chỉnh và hiệu chuẩn các thiết bị đo và dưỡng kiểm trong các phòng đo đạc có điều hòa không khí. |
| 1 | 0,16 | + 0,3 | Mẫu chuẩn thường được sử dụng nhiều nhất để kiểm tra trong các phòng đo đạc và trong sản xuất |
| 2 | 0,3 | + 0,6 | Mẫu chuẩn thường dùng để điểu chính và kiểm tra công cụ, máy móc và thiết bị gá lắp. |
Căn mẫu đo ở bậc hiệu chỉnh K có sai số nhỏ nhất về độ phẳng và độ song song rất quan trọng cho phép đo chính xác và sự kết hợp các căn mẫu (Hình 3). Sai số giới hạn tương đối lớn của chiều dài được cân bằng lại bằng trị số bù K đã biết (trang 11). Với căn mẫu cấp bậc dung sai K và 0 người ta có thể gắn với nhau mà không cần dùng lực (Hình 2). Để sắp xếp một kết hợp căn mẫu người ta bắt đầu với căn mẫu nhỏ nhất (Bảng 2 và hình 3). Căn chuẩn bằng thép được đẩy dính nhau sau một thời gian có khuynh hướng hàn lạnh với nhau, vì vậy phải tách chúng ra sau khi sử dụng.

Căn mẫu đo bằng hợp kim cứng bị hao mòn ít hơn 10 lần so với căn chuẩn bằng thép. Điều bất lợi là độ giản nở nhiệt của căn mẫu ít hơn 50%, có thể dẫn đến sai số đo cho vật gia công bằng thép. Hợp kim cứng có tính chất dính (chặt) nhau tốt nhất khi bị đẩy trượt. Căn mẫu đo bằng gốm có độ giãn nở nhiệt giống như thép. Nó đặc biệt ít bị hao mòn, có sức bền chống vỡ và ăn mòn.
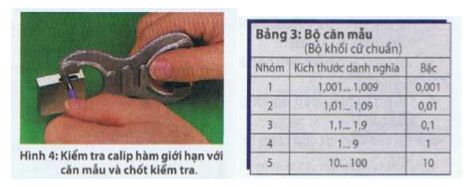
Với căn mẫu đo và chốt kiểm tra các thiết bị đo và dưỡng kiểm được kiểm tra (Hình 4). Bộ căn mẫu song phẳng thường có 46 phần, chia làm 5 nhóm theo kích thước (Bảng 3).
Qui tắc làm việc khi sử dụng căn mẫu
- Trước khi sử dụng không được lau sạch căn mẫu với chất không phải là sợi (giẻ lau bằng len).
- Vì sai số tổng cộng của nhiều căn mẫu, khi kết hợp nên dùng số lượng căn mẫu càng ít càng tốt.
- Căn mẫu bằng thép không được để dính vào nhau lâu hơn 8 tiếng đồng hồ vì nếu không chúng sẽ bị hàn lạnh.
- Sau khi sử dụng căn chuẩn bằng thép hoặc hợp kim cứng phải được làm sạch và bôi mỡ (mỡ vaselin không chứa axít).

















{kind=link}