
■ Điều chỉnh quy trình bằng thống kê (Statistic Process Control, SPC)
I Phương pháp điều chỉnh quy trình bằng thống kê dùng bảng điểu chỉnh chất lượng để quan sát và I điều chỉnh liên tục quy trình sản xuất. Mục tiêu là nhận định sớm những trục trặc có tính cách hệ 1 thống trong quy trình để can thiệp kịp thời và tránh sai hỏng.
Điều chỉnh quy trình bằng thống kê SPC thường được dùng trong sản xuất hàng loạt với số lượng cao. Mục tiêu là đạt được một quy trình sản xuất có năng lực và điều khiển được. Ta phải tối ưu hóa quy trình sản xuất trước khi đưa vào sản xuất (-» kiểm tra năng lực quy trình) và giám sát liên tục sản xuất bằng cách lấy mẫu. Thường thường người ta lấy mẫu 5 phôi gia công liên tiếp nhau từ dây chuyền sản xuất trong khoảng thời gian đều đặn. Nếu quy trình sản xuất càng ngắn và càng có nhiều trục trặc bao nhiêu thì người ta càng phải lấy mẫu thử nghiệm thường xuyên bấy nhiêu. Khi có trục trặc (sự cố) thì ta phải can thiệp kịp thời để triệt tiêu lỗi sai hỏng cũng như nhanh chóng tiếp tục sản xuất một cách tối Ưu với chi phí kiểm tra thấp.
Nếu quy trình sản xuất bị sai lệch hay có trục trặc một cách có hệ thống thì ta có thể nhận thấy ngay qua những thay đổi của những đặc tính SPC. Những thông số quan trọng này thường do khách hàng ấn định. Nếu có đặc tính quan trọng nào liên quan đến an toàn thì bắt buộc phải được ghi thành hồ sơ.
■ Cách xây dựng bảng điều chỉnh chất lượng
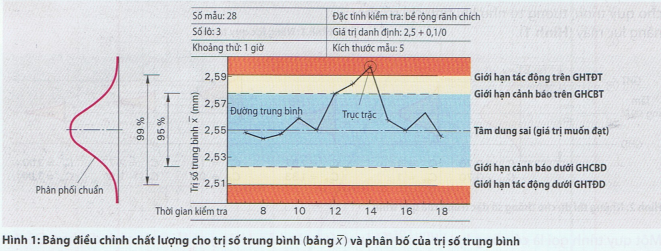
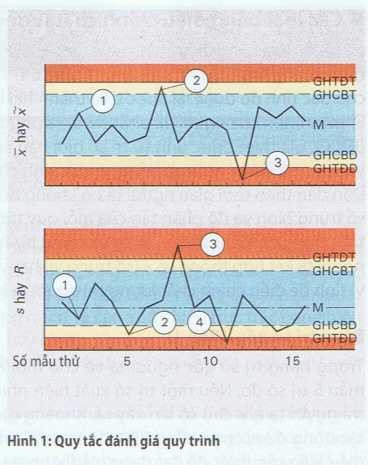
Bảng trị số trung bình (Hình 1, giữa) là một thí dụ tiêu biểu cho một bảng điều chỉnh chất lượng.Trục X là thời điểm thử nghiệm hay số của mẫu lấy, trục y là thông số chất lượng đang được kiểm tra. Tùy theo loại lấy mẫu mà mỗi điểm của đồ thị là một số đo riêng lẻ hay là một trị số trung bình X của một vài mẫu lấy. Đường gạch chấm ở giữa là đường trung bình (M), hiển thị tâm của miền dung sai (giá trị trung bình của kích cỡ) hay trị số đích. Giới hạn cảnh báo (GHCBT, GHCBD) hay nếu cần, trị số giới hạn (GHD, GHT), trong trường hợp cần thiết, được vẽ bằng đường đứt nét. Giới hạn cảnh báo bao gồm 95% những trị số của đặc tính.
Giới hạn tác động (giới hạn can thiệp) (CHTĐT, GHTĐD)được vẽ bằng đường liền nét là hai ranh giới bao gồm những trị số cho phép của quy trình. Hai ranh giới này được nhấn mạnh để làm rõ là khi số đo vượt ra ngoài thì ta phải điều chỉnh quy trình ngay, trước khi lỗi xảy ra. Trị số của giới hạn can thiệp được chọn làm sao để 99% số đo của quy trình nằm trong khoảng này. Nếu giới hạn tác động bị vượt qua thì tất cả các vật gia công sản xuất từ lần lấy mẫu lần cuối phải được thử nghiệm 100% để tránh trường hợp là sau khi lấy mẫu máy đã sản xuất phôi gia công có lỗi. Vì thế ta phải ngưng dây chuyền sản xuất để khắc phục nguyên nhân của sự trục trặc.
Bảng điểu chỉnh chất lượng hiển thị diễn tiến các đặc tính của một tiến trình theo thời gian và cảnh báo khi có trục trặc.
■ Các loại bảng điều chỉnh chất lượng
Có nhiều loại bảng điểu chỉnh chất lượng (BĐCCL). Người ta phân biệt BĐCCL cho các đặc tính đếm được, thí dụ bảng thu thập lỗi sai hỏng (Trang 64) và BĐCCL cho các đặc tính có thể đo được (liên tục). BĐCCL cho đặc tính đo được lại được chia thành hai loại: BĐCCL giả thiết và BĐCCL quy trình, còn gọi là BĐCCL Shewart, tên của người đã phát minh ra phương pháp này. Giới hạn can thiệp và giới hạn cảnh báo cho BĐCCL giả thiết được tính từ trị số giới hạn của dung sai. Với BĐCCL cho quy trình thì người ta dùng và , tức là dùng những thông số ước tính cho tổng thể qua cách lấy mẫu (định hướng của quy trình). Dấn dấn theo thời gian người ta bỏ không dùng giới hạn cảnh báo nữa. Để có thể quan sát vị trí của trị số trung bình và độ phân tán của mỗi quy trình cùng một lúc người ta dùng một BĐCCL có hai lằn. Lằn trên dùng để kiểm soát vị trí trị số trung bình, lằn dưới là dùng cho độ phân tán. Nếu tính bằng tay thì người ta kết hợp thông số (số trung vị) hay (số trung bình) với R (khoảng biến thiên). Nếu dùng máy vi tính để điểu chỉnh chất lượng thì người ta hay dùng bảng – s.
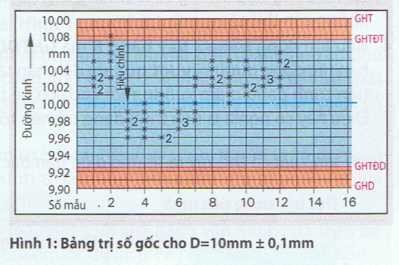
Bảng trị số gốc (Hình 1)
Trong bảng trị số gốc người ta vẽ cho mỗi lần lấy mẫu 5 trị số đo. Nếu một trị số xuất hiện nhiều lần thì người ta ghi chú số lần xảy ra. Khoảng giới hạn tác động được chọn bằng 75% dung sai. Đó là một điều kiện cần thiết để đạt được giá thành thuận lợi cho sản xuất. Bảng trị số gốc được dùng khi chỉ cần điều chỉnh một vài đặc tính, hoặc dùng cho giai đoạn đầu trước khi áp dụng BĐCCL chính quy. Bảng trị số gốc chỉ cần một lằn để hiển thị cùng một lúc vị trí và độ phân tán của tiến trình.
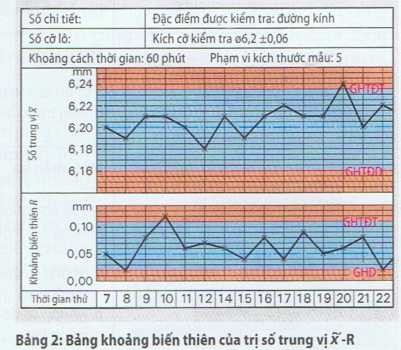
Bảng khoảng biến thiên của trị số trung vị – R (Hình 2)
Bảng này dùng hai lằn, ở lằn trên người ta vẽ điểm trung vị (median) (hoặc số trung bình ),thường cho những trường hợp khi kích cỡ mẫu nhỏ và là số lẻ. ở lằn dưới người ta vẽ khoảng biến thiên R. Vi những thông số này rất dễ tính nên phương pháp này được dùng để kiểm soát vị trí và độ phân tán không cần máy tính. Giới hạn tác động của bảng -R được tính theo những công thức sẵn có. Cách tính dựa trên khoảng phân tán ngẫu nhiên của thông số. Bảng này được dùng trước khi đưa BĐCCL vào sử dụng hay cho những môi trường làm việc khó khăn.
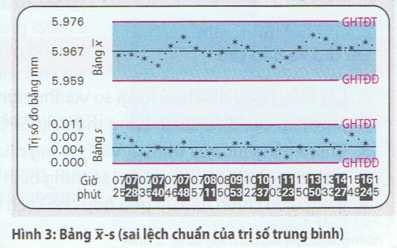
Bảng sai lệch chuẩn của trị số trung bình -s (Hình 3)
Bảng này cũng có hai lằn, ở lằn trên người ta vẽ trị trung bình số học,ở lằn dưới vẽ độ lệch chuẩn 5 của mỗi lần lấy mẫu. Nếu chưa biết các thông số của quy trình thì ta dùng trị số ước chừng và . Trị số ước chừng được tính từ giá trị trung bình của thông số những mẫu lấy thử nghiệm và bổ sung thêm một vài hằng số rút ra từ bảng có sẵn. Giới hạn tác động được tính theo những công thức quy định. Bảng – s phù hợp với việc ứng dụng máy tính để giám sát vị trí và độ phân tán của các trị số có tính cách nhạy cảm
 .
.
■ Quy tắc đánh giá quy trình sản xuất (Hình 1)
- Nếu những thông số cho vị trí và độ phân tán của một quy trình sản xuất nằm trong giới hạn cảnh báo GHCB thì tiến trình coi như là điều chỉnh được.
- Nếu có ít nhất một thông số nằm giữa giới hạn cảnh báo GHCB và giới hạn tác động GHTĐ thì có nguy cơ là một sự biến đồi có tính cách hệ thống đang xảy ra. Khoảng thời gian thử nghiệm phải được rút ngắn lại.
- Nếu có một thông số nằm ngoài giới hạn tác động thì phải ngưng ngay sắn xuất. Những phôi gia công sai hỏng phải được loại ra và nguyên nhân gây ra lỗi phải được khắc phục. (Trong 100 trường hợp thì chỉ có 1 trường hợp chứng tỏ là những biện pháp này không cần thiết.)
- Nếu khi dùng bảng s hay bảng R mà GHTĐD (giới hạn tác động dưới) bị vượt quá thì độ phân tán của tiến trình đang giảm xuống một cách có hệ thống. Điều này có nghĩa là tiến trình đang trở nên tốt hơn.
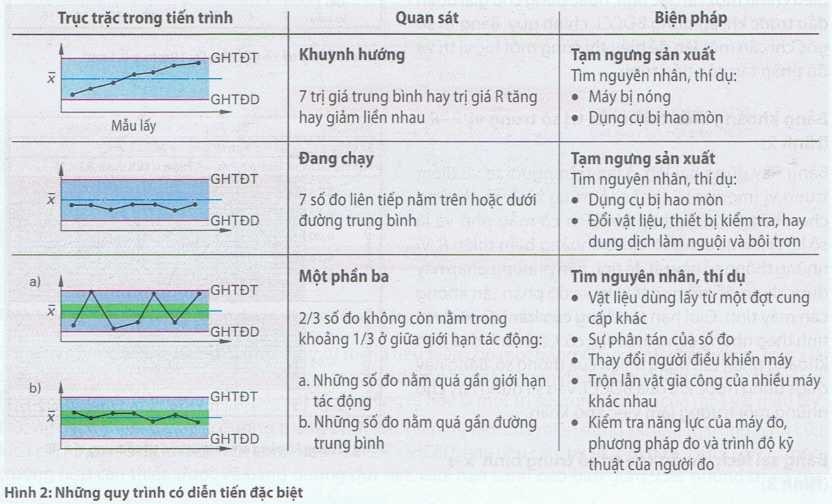
Trong sản xuất có thể xảy ra những diễn tiến đặc biệt (Hình 2).


















{kind=link}