
Kế hoạch kiểm tra chất lượng
Kế hoạch kiểm tra ấn định những đặc trưng định lượng cần thử nghiệm. Cho mỗi lần kiểm tra người ta phải mô tả phương pháp kiểm tra như thế nào cũng như cách lập hồ sơ kiểm tra cho các kết quả.
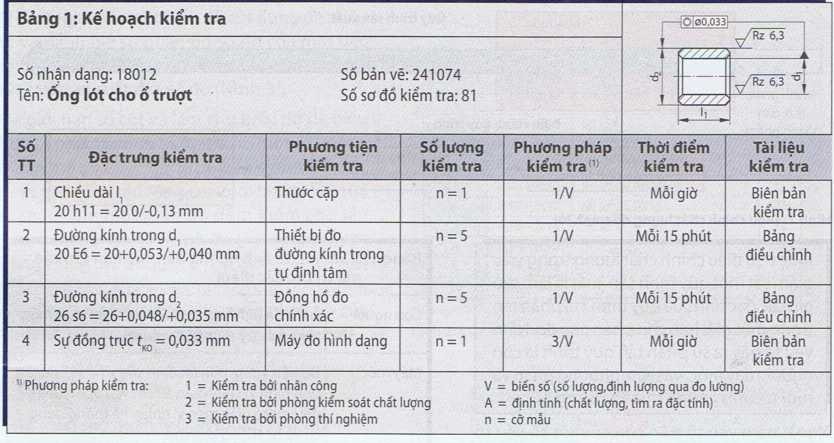
■ Kế hoạch kiểm tra bao gồm những chỉ dẫn về phương pháp kiểm tra và thứ tự kiểm tra từ lúc hàng nhập kho qua sản xuất cho đến kiểm tra lần cuối (Bảng 1).
■ Nơi kiểm tra và thời điểm kiểm tra
Kiểm tra hàng nhập vào kho (kiểm tra đầu vào) có mục đích đảm bảo yêu cầu chất lượng những sản phẩm mua của các nhà cung cấp. Những sản phẩm này chưa được dùng cho sản xuất nếu chưa được cho phép. Sự kiểm tra hàng nhập vào bao gồm kiểm tra nhận dạng và số lượng cũng như kiểm tra chất lượng dựa trên kế hoạch kiểm tra.

Kiểm tra giữa quy trình trong sản xuất hay lắp ráp được thực hiện trong khi những quy trình này đang tiến hành. Nếu cần làm kiểm tra giữa quy trình sau một số bước sản xuất nào đó thì điều này phải được ấn định trong kế hoạch thử nghiệm. Nếu một công nhân đảm trách việc kiểm tra thì trình độ của người này phải được quy định. Kết quả kiểm tra phải được lập biên bản.
Kiểm tra lần cuối có mục đích kiểm tra trị số cho chức năng và kích thước lắp ráp quan trọng.Trước khi giao hàng sản phẩm phải qua một lần kiểm tra phù hợp cuối cùng để đảm bảo không còn lỗi sai hỏng.
Những chi tiết có lỗi sai hỏng phải được giữ lại hoặc sửa lỗi trước khi giao cho khách hàng.
Đặc tính chất lượng và lỗi sai hỏng’
Các loại đặc tính chất lượng (Bảng 1)
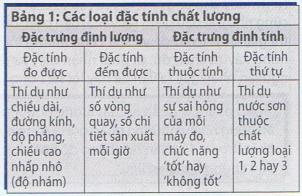
Đặc trưng định lượng (thay đổi) là những đặc tính đo được hay đếm được, số đo của một đặc trưng định lượng có thể là bất cứ một con số nào. Thông số của một đặc trưng đếm được gọi là số đếm.
Đặc trưng định tính còn gọi là đặc trưng thuộc tính. Thí dụ như kết quả của một cuộc thử nghiệm là tốt hay không tốt hay như bảng tổng hợp lỗi sai hỏng (trang 64). Trị số của một đặc trưng thứ tự còn được gọi là điểm, thí dụ như điểm rất tốt, tốt, hay xấu. Bậc dung sai như 2,1,0 và K của căn mẫu đo cũng là thí dụ cho một đặc trưng thứ tự.
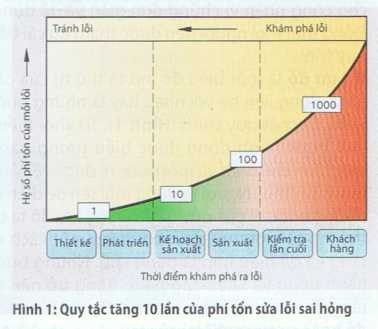
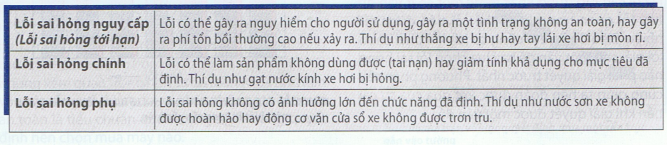
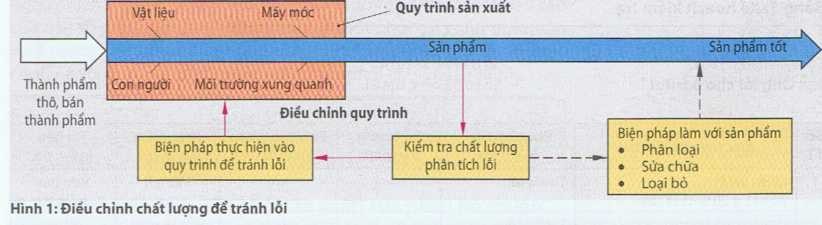
Lỗi xuất hiện khi một hay nhiều đòi hỏi về chất lượng không được đáp ứng. Đó có thể là trị số đo nằm ngoài dung sai hay khi một chức năng không đạt yêu cầu. Theo định luật tăng gấp 10 lần thì nếu khám phá ra lỗi sai hỏng chậm hơn một bậc thì phí tổn gây ra tăng gấp 10 lần (Hình 1). Nếu chi phí sửa lỗi sai hỏng ở giai đoạn phát triển là từ khoảng một cent đến vài euro thì khi đến giai đoạn thửnghiệm lần cuối hay khi sản phẩm đến tay khách hàng phí tổn này tăng lên cả ngàn lần. Một thí dụ cho một lỗi sai hỏng trầm trọng là khi một công ty sản xuất xe hơi bán sản phẩm ra thị trường rồi mới khám phá ra là xe có một lỗi sai hỏng liên hệ đến sự an toàn khiến cho công ty phải thu hồi xe về hãng để sửa chữa.
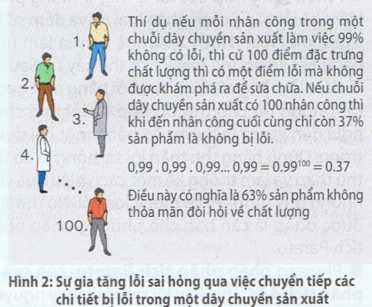
Theo chiến lược triệt tiêu lỗi (chiến lược khử sạch lỗi, chiến lược diệt lỗi xuống số không) thì trong mỗi bước sản xuất ta phải tránh lỗi để đến bước cuối cùng của sản xuất sản phẩm trở nên hoàn hảo. Nếu một dây chuyền sản xuất có 100 nhân viên và mỗi nhân viên chỉ làm hoàn hảo không có lỗi được 99% thì khi đến người nhân viên cuối cùng chỉ còn có 37% sản phẩm là không có lỗi (Hình 2). Vì việc sửa chữa lỗi, vất bỏ các phôi gia công sai hỏng hay bồi thường cho khách hàng là rất tốn kém nên mỗi nhân viên phải coi trọng khẩu hiệu: Làm đúng ngay lần đầu.
Chất lượng sản phẩm là do chất lượng của công việc tạo ra. Tránh lỗi thì có lợi hơn là sửa lỗi.
Phân loại lỗi sai hỏng của sản phẩm theo ý nghĩa của nó về mặt an toàn và tính hiệu dụng (khả năng có thể sử dụng được).
Điều chỉnh chất lượng
Điều tiên quyết cho việc điều chỉnh chất lượng là các biện pháp để đạt được quy trình ổn định cho mọi lĩnh vực để tránh lỗi sai hỏng. Nếu chỉ kiểm tra chất lượng tốt thôi thì chưa bảo đảm được là sản phẩm không bị lỗi.
Mục tiêu của điều chỉnh chất lượng là thỏa mãn yêu cầu về chất lượng bằng cách áp dụng những biện pháp ngăn ngừa, giám sát, chỉnh sửa cũng như diệt trừ những nguyên nhân gây ra lỗi để đạt được một lợi nhuận cao.
Trong điềự chỉnh chất lượng ta lấy mẫu và thử nghiệm phôi gia công từ quá trình sản xuất đang chạy theo quãng thời gian ấn định (Hình 1). Nếu số đo không thỏa trị số đòi hỏi thì ta phải có biện pháp để ngăn chặn lỗi xảy ra.
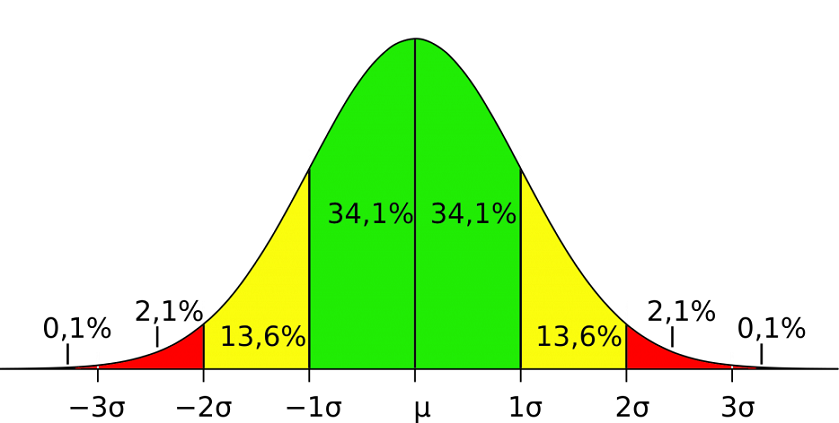
Mục tiêu điều chỉnh chất lượng trong việc giám sát một quy trình sản xuất là làm sao giữ các đặc tính của quy trình chỉ phân tán trong một giới hạn cho phép nào đó. Năm yếu tố gây ra sự phân tán quy trình là con người, máy móc, vật liệu, phương pháp và môi trường chung quanh (Bảng 1).
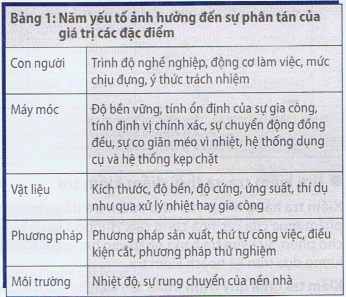
Ngoài năm yếu tố trên còn có một số yếu tố khác có ảnh hưởng đến chất lượng như tiền, tiếp thị, động cơ của nhân viên và khả năng có thể đo được. Phương pháp đo lường được chọn lựa có ảnh hưởng đến trị số đo. Một phương pháp đo được coi là thích hợp (có năng lực) để thử nghiệm một đặc tính nào đó nếu độ bất định của phép đo nhỏ không đáng kể khi so sánh với dung sai của chi tiết hay độ phân tán của sản xuất.
■Những biện pháp điều chỉnh chất lượng
- Kiểm soát chất lượng trong khi hay ngay sau khi sản xuất để sớm tìm ra những phần bị lỗi.
- Đánh giá trị số đo ngay lập tức để điều chỉnh sản xuất, thí dụ như loại bỏ hay sửa chữa những phần bị lỗi.
- Nhận biết khuynh hướng để tránh lỗi.
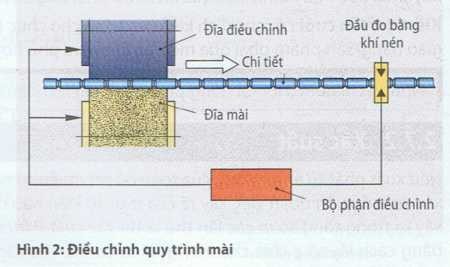
- Điều chỉnh quy trình bằng những thiết bị điều chỉnh gắn trong máy để giữ kích thước được đồng đều (Hình 2).

















{kind=link}