
Năng lực máy là khả năng của một máy có thể chế tạo hoàn hảo một phôi gia công dưới một số điều kiện nhất định nào đó. Năng lực máy là điều kiện tiên quyết cho năng lực quy trình, cho sự điều chỉnh quy trình bằng thống kê và cho sự áp dụng bảng điều chỉnh chất lượng.

Kiểm tra năng lực máy (Xét nghiệm năng lực máy, phân tích năng lực máy, kiểm tra khả năng máy) là một cuộc kiểm tra ngắn hạn độ chính xác khi sản xuất của một máy.Trong thời gian kiểm tra, ảnh hưởng từ môi trường xung quanh vào máy cần phải giữ ở mức độ tối thiểu và không được thay đổi. Kiểm tra khả năng máy cần được thực hiện trước khi áp dụng bảng điều chỉnh chất lượng, trước khi đưa máy vào sử dụng hay thay đổi máy và phương tiện sản xuất, trong khi nghiệm thu máy, thay đổi dụng cụ và thiết bị cũng như sau khi bảo trì và sửa chữa.
Kiểm tra năng lực máy là một xét nghiệm ngắn hạn về khả năng sản xuất chính xác của máy.
Để kiểm tra máy ta cần lấy mẫu ngẫu nhiên của ít nhất 50 phôi gia công được chế tạo liên tục mà không điều chỉnh máy. Trị số đo của những đặc trưng chất lượng muốn kiểm tra được thu thập và đánh giá. Việc đánh giá được thực hiện bằng phương pháp tính hay dùng đồ họa với bảng mạng xác suất (Trang 74). Nếu phân phối số đo là một phân phối chuẩn thì ta có thể tính được trị giá trung bình và độ lệch chuẩn s cũng như thông số cm và cmk cho năng lực máy. Để chứng minh năng lực máy thì máy phải thỏa hai đòi hỏi:
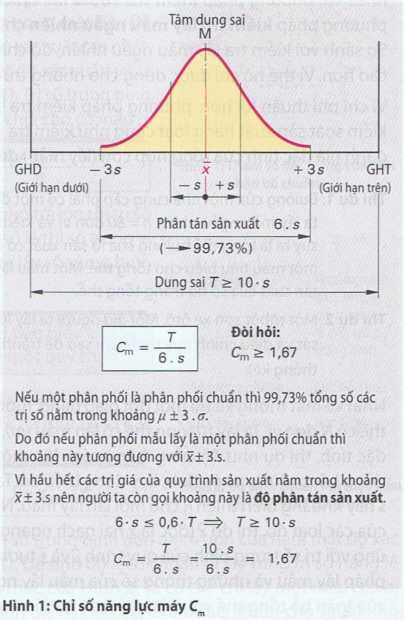
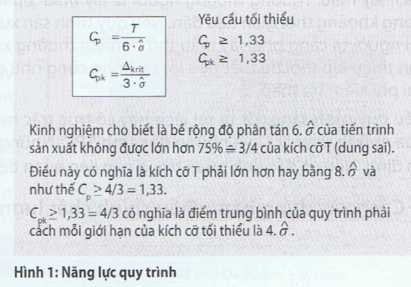
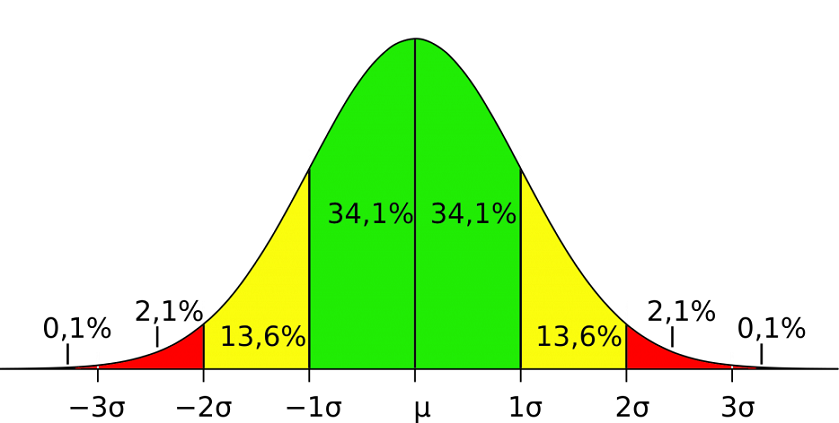
- Độ phân tán sản xuất 6.s của máy không được lớn hơn 60% = 3/5 dung sai. Điều này có nghĩa là dung sai ít nhất phải bằng 10.S hay chỉ số năng lực máy c phải lớn hơn hay bằng 5/3 = 1,67.Trị số của c cho ta biết là độ phân tán của sản xuất có đủ nhỏ để nằm trong dung sai hay không (Hình 1).
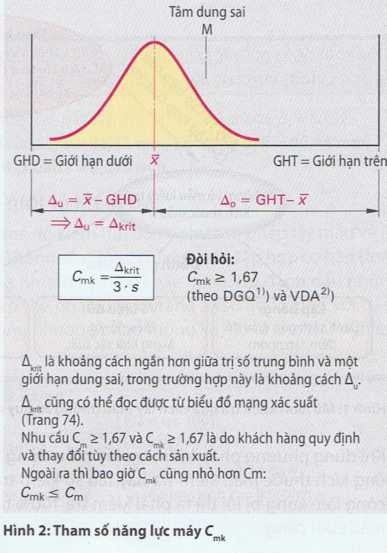
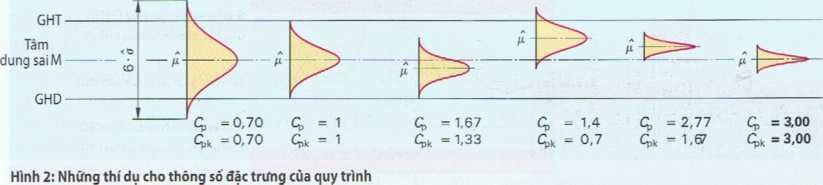
- Tham số năng lực máy cmk có lưu ý đến vị trí của phân bố trong miền dung sai. Trị số trung bình của sản xuất phải cách mỗi giới hạn của dung sai ít nhất là 5.S (lời khuyên của DQG1 và VDA2) Điều này dẫn đến một trị số tối thiểu cho cmk là 1,67.Trị số của cmk cho biết là máy có được chỉnh đúng vào giữa để thật sự sản xuất ra những sản phẩm không vượt quá miền dung sai hay không (Hình 2).
Nếu cả hai điều kiện trên được thỏa mãn thì máy xem như có năng lực.
1DGQ = Deutsche Gesellschaft fũr Qualitãt (Hiệp Hội Chát Lượng Đức)
2VDA = Verband der Automobilindustrie (Hiệp Hội Ngành Công Nghiệp ô tô)
Thí dụ cho một kiểm tra năng lực máy
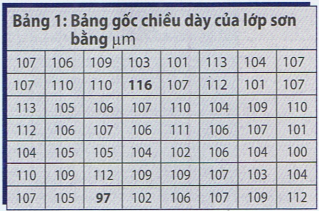
Một máy robot được dùng để sơn vành bánh xe ô tô (Hình 1). Độ dày lớp sơn phải là 100 um ± 20 um.

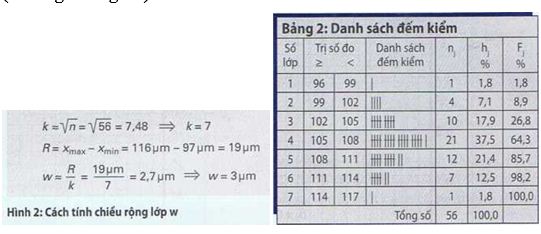
Ta đo độ dày lớp sơn của 56 vành bánh xe đầu tiên mà robot đã sơn và ghi trị số đo bằng µm vào một bảng gốc (Bảng 1).Để tính chỉ số năng lực máy cm vàcmk ta phải tính những thông số của phân phối bề dày lớp sơn. Giả thử kích thước mẫu là n=56 và khoảng biến thiên của bề dày lớp sơn là R. Ta chia kích cỡ bể dày thành một số nhóm k với bề rộng w để có thể gom các số đo bể dày vào số nhóm k (ghép nhóm). K và w được tính theo công thức trong Hình 2. Ta vẽ giản đồ đếm kiểm để đếm tần số nj của mỗi lớp (Bảng 2).Sau đó ta tính tần số tương đối hj bằng % và cộng từng bậc các trị số hj.để tính tổng tần số Fj bằng %. Cuối cùng ta dùng biểu đồ mạng xác suất và phương pháp đồ thị để tính thông số của phân phối mẫu (Hình 1, trang 74).
Biểu đồ mạng xác suất (mạng W)
Biểu đồ mạng xác suất được dùng để thử nghiệm mẫu lấy ngẫu nhiên xem phân bố có là phân bố chuẩn không cũng như để tính trị giá trung bình ,độ lệch chuẩn 5 và khoảng cách tới hạn Δkrit bằng phương pháp đồ thị. Ta cần những thông số này để tính năng lực máy. Ngoài ra qua đó ta cũng có thể ước lượng được những phần nằm ngoài giới hạn cho phép trong toàn bộ tổng thể.
Trục y (trục đứng) của biểu đồ mạng xác suất dùng để chỉ tổng số tần suất xuất hiện Fj. cũng như (100- Fj), có tỉ lệ logarit h và trị số là %.Trục X (trục ngang) chỉ độ dây của lớp sơn.Trên trục y ta còn thấy một biến u với thang tuyến tính.. Mục đích của biến u là giúp ta đọc được trên trục X trị giá của độ lệch chuẩn s và những bội số của s một cách dễ dàng. Trên trục X thoạt tiên ta vẽ ranh giới của nhóm và dung sai (100 ± 20 µm). Hai đường thẳng đứng (màu đỏ) đánh dấu giới hạn dưới GHD (80 µm) và giới hạn trên GHT (120 (µm) của kích cỡ. Kế đến ta vẽ vào biểu đó những điểm tương ứng với ranh giới trên của mỗi nhóm và trị số của Fj đọc từ Bảng 2 (thí dụ cho nhóm 1: ranh giới trên x= 99, Fj – 1,8%) trừ trị số cho Fj= 100%. Cuối cùng ta vẽ một đường thẳng trung bình qua những điểm này. Đường thẳng này gọi là đường thẳng xác suất (đường thẳng W).
Khi kéo một đường thẳng song song với trục X tại trị số u = 0 hay Fj = 50% thì giao điểm của đường này với đường thẳng xác suất w có trị giá X = X là trị giá trung bình của phân phối. Khi vẽ thêm hai đường thẳng tại u = ± 3 ta được hai giao điểm mới. Chiếu hai điểm này xuống trục x ta định được độ phân tán sản xuất 6.s (màu xanh lá cây). Khoảng cách Δkrì là khoảng cách nhỏ hơn giữa trị số trung bình và GHD hoặc GHT. Trong thí dụ nàyΔkrit= 13 µm là khoảng cách từ x đến GHD. Nếu đường thẳng w cắt đường thẳng của giới hạn trên GHT hay giới hạn dưới GHD (GHT trong thí dụ này) thì ta có thể ước lượng được phần trị số nhỏ bất thường ỉ>u và trị số lớn bất thường po của tổng thể.
Với những kết quả cho phân phối mẫu ta có thể tính được chỉ số năng lực máy c và c k (Hình 3).

Hình 1: Dùng bảng biểu đồ mạng xác suất để phân tích một sự lấy mẫu ngẫu nhiên
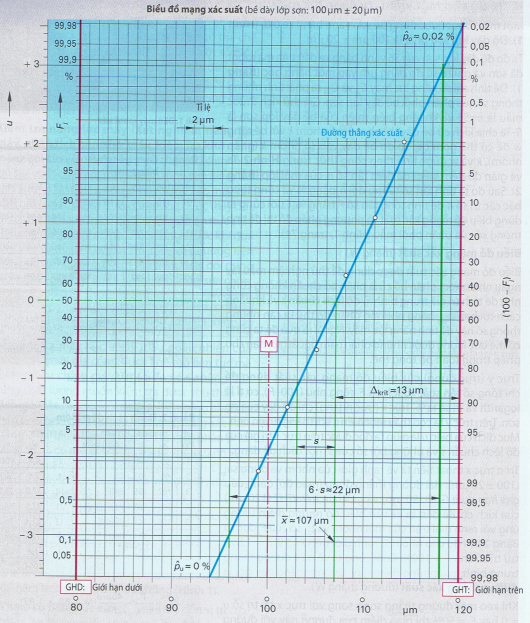
Từ Hình 1 ta có thể suy ra sau đây:
- Trị số đo được phân bố chuẩn vì những điểm của tổng tần suất F. nằm trên một đường thẳng.
- Trị số trung bình số học và độ lệch chuẩn s là: = 107 µm;6.s = 22 µm -»s = 3,7 µm
- Đường thẳng xác suất có độ dốc khá lớn, có nghĩa là phân bố có độ phân tán nhỏ.
- Phần trị số bất thường trên o = 0,02%, phần trị số nhỏ bất thường dưới u là 0 (đường thẳng xác suất không cắt đường thẳng GHD).
- Trị số trung bình nằm phía bên phải và cách xa điểm giữa M (tâm phân bố), khoảng cách của nó đến giới hạn trên GHT là 13 µm. trị số này chính là “khoảng cách tới hạn” Δkrit
Năng lực của một quy trình sản xuất
Năng lực quy trình là khả năng của một quy trình sản xuất có thể chế tạo phôi gia công không bị lỗi sai hỏng một cách lâu dài mặc dù bị ảnh hưởng của nhiều yếu tố.
Có năm yếu tố ảnh hưởng đến năng lực quy trình, đó là con người, vật liệu, phương pháp, máy móc và môi trường xung quanh. Kiểm tra năng lực quy trình cần được làm trước khi đưa một quy trình mới vào sản xuất, trước khi áp dụng bảng điểu chỉnh chất lượng để giám sát quy trinh bằng thống kê, hay khi muốn đánh giá một quy trình sản xuất hàng loạt đang hoạt động.
Kiểm tra năng lực quy trình là một cuộc kiểm tra dài hạn vể khả năng và sựđiều khiển được của một quy trình sản xuất.
Muốn xác định năng lực một quy trình ta làm một cuộc kiểm tra dài hạn trước khi bắt đầu sản xuất hay trong khi sản xuất. Khi đánh giá diễn biến của một quy trình ta cần lấy mẫu ít nhất 25 lần, mỗi lần lấy 5 mẫu (n = 5). Mỗi lần lấy mẫu ta tính trị số trung bình và độ lệch chuẩn s của mỗi mẫu. Từ đó ta tính thông số và là trị giá trung bình của 25 thông số mẫu.Ta dùng hai thông số mẫu này nhưtrị giá ước lượng cho thông số thựcµ và σcủa quy trình. Cuối cùng ta tính chỉ sốcpvà cpk cho quy trình, tương tự như khi tính chỉ số cho năng lực máy (Hình 1).
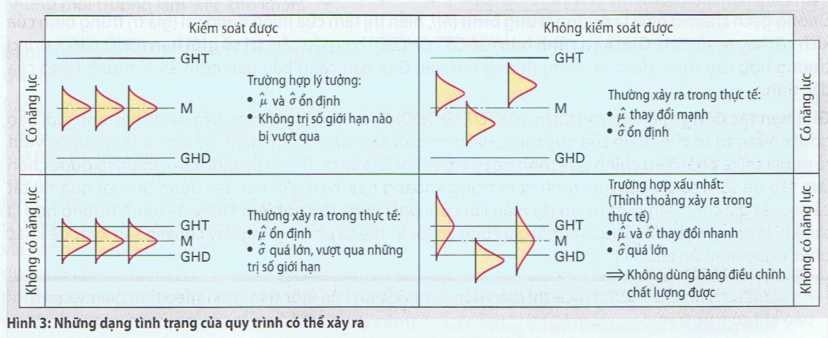
Một quy trình gọi là có năng lực khi có thể sản xuất hoàn hảo, không có lỗi, một cách dài hạn. Để đạt được điều này độ phân tán 6. phải nhỏ hơn dung sai một cách đáng kể. Được xem là làm chủ quy trình khi không có một yếu tố không biết nào làm rối loạn tiến trình sản xuất một cách có hệ thống (Hình 2 và Hình 3).


















{kind=link}