
Xác suất
Nếu xuất phát từ ảnh hưởng của toàn bộ rất nhiều sự ngẫu nhiên thì ta có thể dùng những định luật về xác suất để tiên đoán việc xảy ra của một sự kiện nào đó. Nếu g là số lần một sự kiện xảy ra trong tổng số m các lần thử thì xác suất P (tiếng Anh: Probability) được tính bằng cách lấy số g chia cho m. người ta có thể viết xác suất dưới dạng một phân số, một số lẻ giữa 0 và 1 hay số phần trăm.

Phân bố pha trộn cho các giá trị của môt đăc tính
Nếu vì một lý do nào đó mà một đặc tính bị ảnh hưởng một cách có hệ thống của một yếu tố thì phân phối hình thành không phải là một phân phối chuẩn mà là một phân phối pha trộn.Ta không thể áp dụng luật xác suất để tính cho phân phối pha trộn (Hình 3).
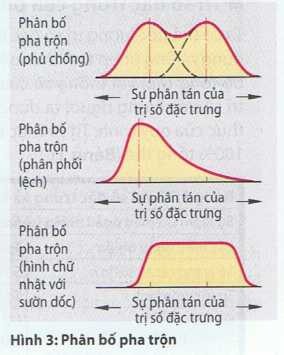
Phân phối pha trộn có thể sinh ra vì:
- Trộn lẫn vật gia công của nhiều máy hay nhiều loạt sản xuất khác nhau.
- Thay đồi vật liệu trong một loạt sản xuất.
- Công cụ bị hao mòn mạnh hoặc bị co giãn vì nhiệt.
Khi có một phân phổi pha trộn thì ta không được phép dùng mô hình toán về phân phối chuẩn để tính, vì những định luật cho phân phối chuẩn không đúng nữa.
Nếu muốn áp dụng phương pháp thống kê để kiểm soát một quy trình thì trước đó ta phải kiểm tra cần thận và chứng minh rằng phân phổi của quy trình là một phân phối chuẩn.
Kiểm tra chất lượng theo phương pháp lấy mẫu ngẫu nhiên
Khác với phương pháp kiểm tra 100% khi tất cả các phôi gia công của một lô sản xuất được kiểm tra, phương pháp kiểm tra lấy mẫu ngẫu nhiên chỉ kiểm tra một hay nhiều tập hợp con của phôi kiểm tra. So sánh với kiểm tra lấy mẫu ngẫu nhiên, độ chính xác của kiểm tra 100% cao hơn nhưng phí tổn cũng cao hơn. Vì thế nó chỉ được dùng cho những trường hợp phôi bị lỗi nhiều đến ngưỡng tới hạn.
Vì chi phí thuận lợi hơn, phương pháp kiểm tra lấy mẫu ngẫu nhiên đóng một vai trò quan trọng trong kiểm soát sản xuất hàng loạt cũng như kiểm tra khả năng máy hoặc khả năng quy trình. Người ta có thể đánh giá đặc tính của tổng hợp con (lấy mẫu) để suy diễn ra đặc tính của tổng hợp toàn thể (tổng thể).
Thí dụ 1: Bulông của một nhà cung cấp phải có một độ cứng nhất định. Từ một lô sản xuất có N = 2400 đơn vị người ta lấy mẫu ngẫu nhiên n = 80 đơn vị và kiểm tra độ cứng đòi hỏi. Nếu tìm thấy 2 lỗi sai hỏng thì ta có thể suy ra là tổng thể bulông của lô sản xuất có 60 lỗi.Tuy nhiên ta chỉ có thể nói được điều này khi mẫu lấy là một mẫu tiêu biểu cho tổng thể. Một mẫu lấy gọi là tiêu biểu khi tần suất của số đo trong mẫu lấy tỷ lệ với tần suất của số đo trong tổng thể.
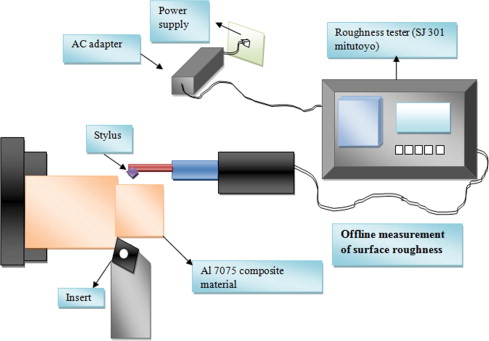
Thí dụ 2: Một robot sơn xe ôtô. Mỗi giờ người ta lấy lô mẫu thử n = 5 xe để đo bề dày của lớp sơn. Mục tiêu là giám sát và điều chỉnh quy trình làm sao để tránh không có một lỗi sai hỏng nào (—> điều chỉnh quy trình bằng thống kê).
Nhìn về mặt thống kê thì một đợt giao hàng, một lô sấn xuất hay một lô kiểm tra tương ứng với một tổng thể có N đơn vị.Ta lấy từtổng thể số lần mẫu (m), n đơn vị cho mỗi mẫu. Sau đó ta thu thập số đo của một đặc tính, thí dụ như độ cứng, bằng cách lập một danh sách gốc. Ta đánh giá danh sách gốc bằng cách dùng bảng, dùng phép tính, hay dùng biểu đồ.Ta định trị số trung bình X hay số trung vị x, độ lệch chuẩn s hay khoảng biến thiên R cho mỗi lần lấy mẫu. Nếu nhiều lần lấy mẫu khác nhau thì ta tính số trung bình của các loạt đo, thí dụ X(đọc là X hai gạch ngang) hays. Nếu số mẫu m ta lấy đủ lớn (m > 25) thì X tương ứng với trị số trung bình của quy trình/và tương ứng với độ lệch chuẩn của quy trình ờ. Dùng phương pháp lấy mẫu và những thông số của mẫu lấy người ta có thể suy ra các trị số ước tính cho các thông số của toàn bộ tổng thể với một xác suất sai số nào đó (Hình 1).
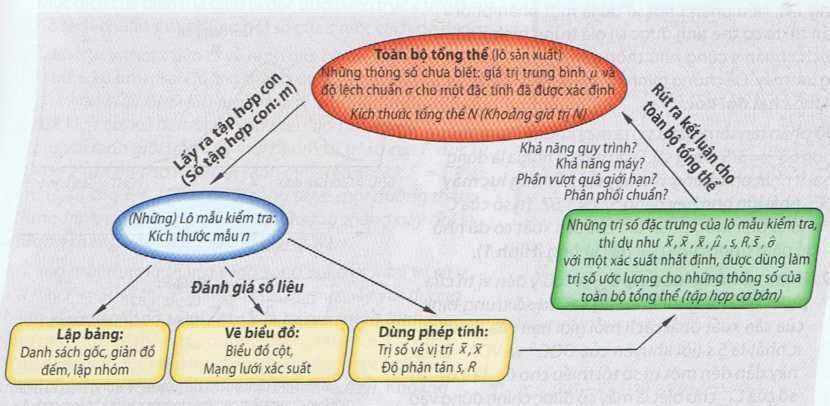
Hình 1: Mô hình kiểm tra qua cách lấy mẫu (thống kê quy nạp)

















{kind=link}