
Hình côn trong và ngoài khi lắp ghép phải”đỡ” lẫn nhau, nghĩa là các bề mặt ngoài của hai hình côn phải tiếp xúc toàn bộ. Hầu hết các số liệu kiểm tra có thể bắt nguồn từ yêu cầu này (Hình 1).
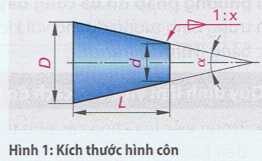
- Đường kính D và d
- Độ côn C= 1: x
- Chiều dài côn L
- Sai lệch hình dạng và độ nhám của bề mặt
- Góc côn alpha
■ Côn mẫu (Dưỡng côn)
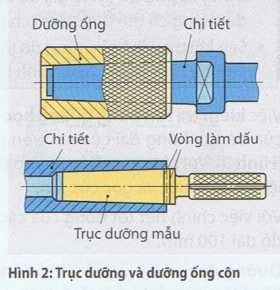
Với dưỡng ống hình côn người ta kiểm tra thí dụ như các chuôi hình côn của dao phay, với dưỡng đo trong hình côn người ta kiểm tra hình côn bên trong của chi tiết (Hình 2). Trước khi kiểm tra bằng calip đo trong hình côn cũng như với dưỡng ống hình côn ta gạch một đường phấn mỏng trên lõi hình côn hoặc chi tiết hình côn theo hướng trục và sau đó xoay phôi và mẫu ngược với nhau. Đường phấn mỏng phải bị xóa mờ đều. Tại những nơi nào không bị mờ, hình côn không tiếp xúc. Hai vòng đánh dấu trên mẫu ống côn được sử dụng như một đường kính chuẩn. Nếu đường kính của hình côn bên trong còn nằm trong dung sai, thì đường kính lớn phải nằm giữa hai vòng đánh dấu.
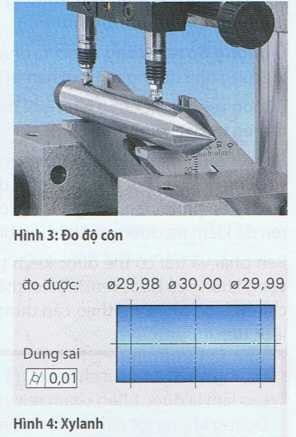
■ Đo hình côn
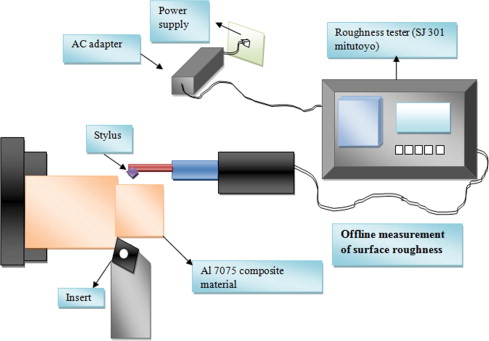
Việc đo độ lệch kích thước và hình dạng của hình côn, có thể đơn giản nhất với các thiết bị đo bằng khí nén.
Thiết bị đo độ côn được trang bị đồng hồ đo chính xác hoặc đầu đo cảm ứng và đo hoặc là góc hình côn hay hai đường kính kiểm tra trong khoảng cách quy định (Hình 3).


















{kind=link}