
Nguyên nhân của các sai lệch đo
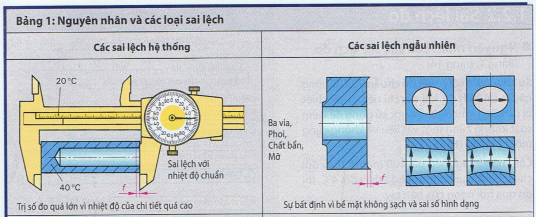
(Bảng 1, trang 14)
Sự khác biệt với nhiệt độ chuẩn 20°c thường gây ra sai lệch đo, khi các chi tiết và các thiết bị đo cũng như dưỡng được sử dụng để kiểm soát không cùng một vật liệu và không cùng một nhiệt độ (Hình 1).
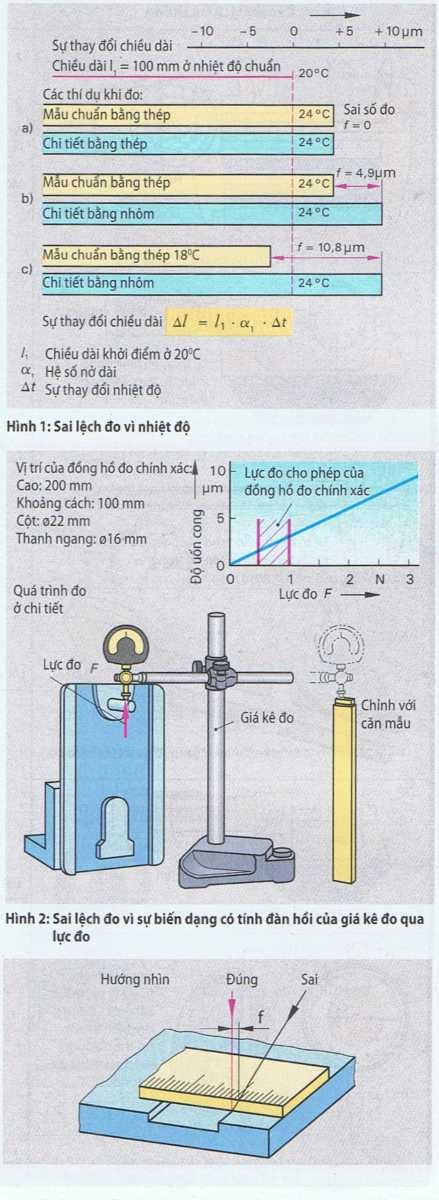
Căn mẫu bằng thép dài 100 mm sẽ thay đổi chiều dài 4,6 µm khi nhiệt độ thay đổi 4°C, thí dụ qua hơi nóng của bàn tay.
Ở nhiệt độ chuẩn 20°c các chi tiết, các dưỡng và thiết bị đo nên ở trong độ dung sai đã quy định.
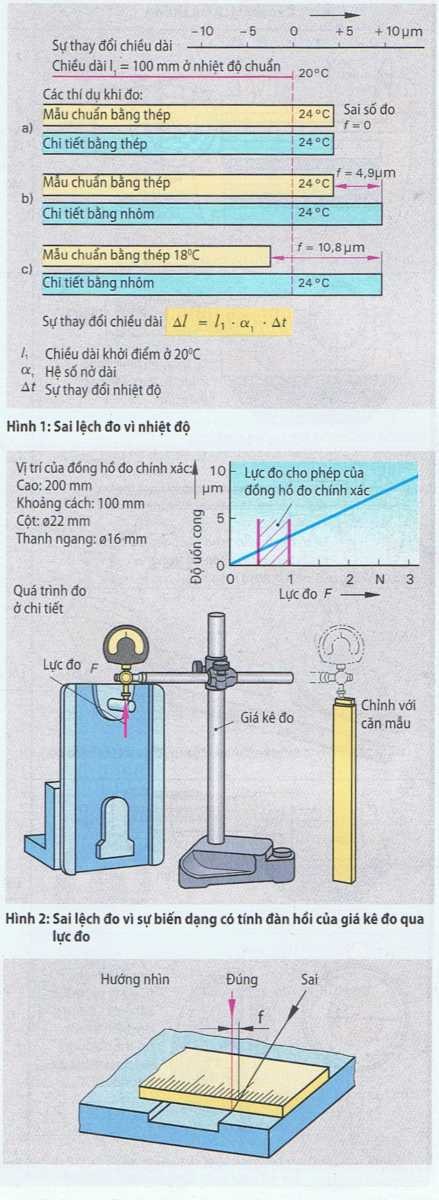
Sự thay đổi hình dạng bởi lực đo xuất hiện ở các chi tiết, các thiết bị đo và các giá kê đo có tính đàn hồi.
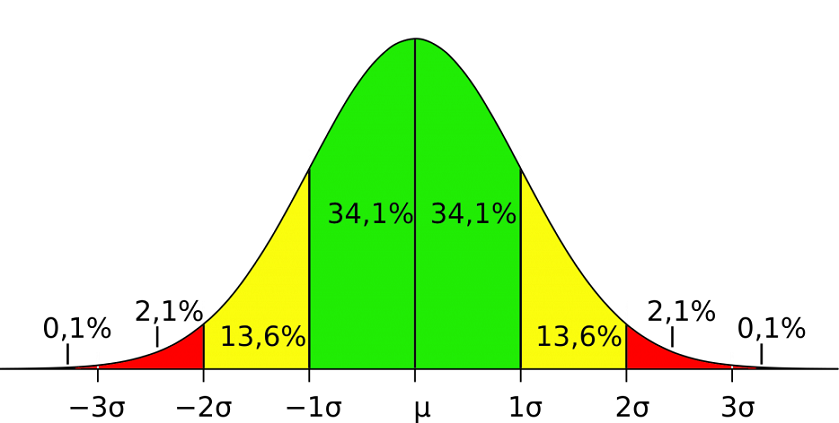
Sự uốn cong có tính đàn hồi của giá kê đo không ảnh hưởng tới trị số đo, nếu khi đo với cùng lực đo như khi điều chỉnh về không với căn mẫu đo (Hình 2).
Sai số đo sẽ giảm đi, khi sự hiển thị của thiết bị đo được chỉnh với cùng các điều kiện như lúc đo chi tiết.
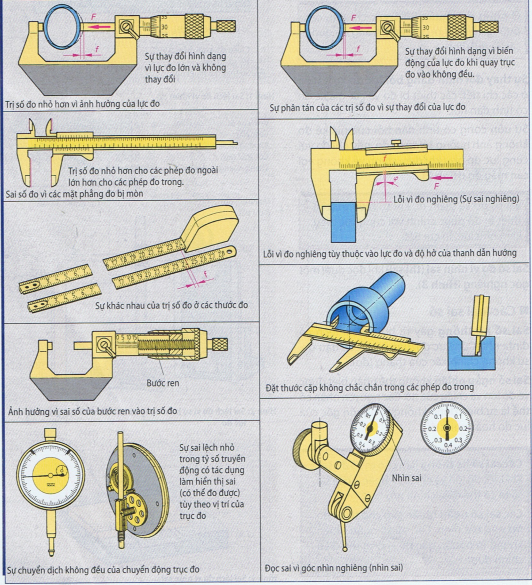
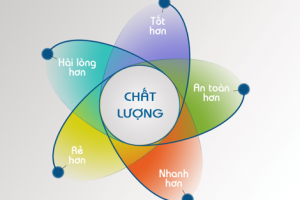
Sai số đo vì nhìn sai (thị sai) khi đọc dưới một góc nghiêng (Hình 3).
Hình 3: Sai lệch đo vì nhìn sai
■ Các loại sai số
Sai số hệ thống gây ra bởi sự sai lệch cố định: nhiệt độ, lực đo, bán kính của đầu đo, sự không chính xác của thang (đo).
Sai số ngẫu nhiên không thể nhận biết được về độ lớn và chiều của nó. Các nguyên nhân có thể là sự biến động không rõ nguồn gốc của lực đo hoặc nhiệt độ.
Các sai số hệ thống làm cho trị số đo sai. Khi biết độ lớn và chiều (+ hoặc -) của sai số ta có thể điều chỉnh nó.
Các sai số ngẫu nhiên làm cho trị số đo trở nên bất định. Các sai số ngẫu nhiên không rõ nguồn gốc thì không thể điều chỉnh được.
Sai số hệ thống có thể xác định được qua phép đo so sánh với các thiết bị đo chính xác hoặc căn mẫu.
Thí dụ như khi kiểm tra một pan me (vi kế), hiển thị được so sánh với căn mẫu (Hình 1). Trị số danh nghĩa của căn mẫu (chữ khắc) có thể xem là trị số đúng. Sai số hệ thống A của một trị số đo riêng lẻ bằng hiệu số của trị số hiển thị X và trị số đúng x.
Kiểm tra sai sổ đo của một pan me đo ngoài trong khoảng đo từ 0 mm đến 25 mm, ta sẽ có được biểu đồ của sai số đo (Hình 1). ở pan me, phép đo so sánh được thực hiện với các căn mẫu được quy định qua các góc quay khác nhau của trục đo.
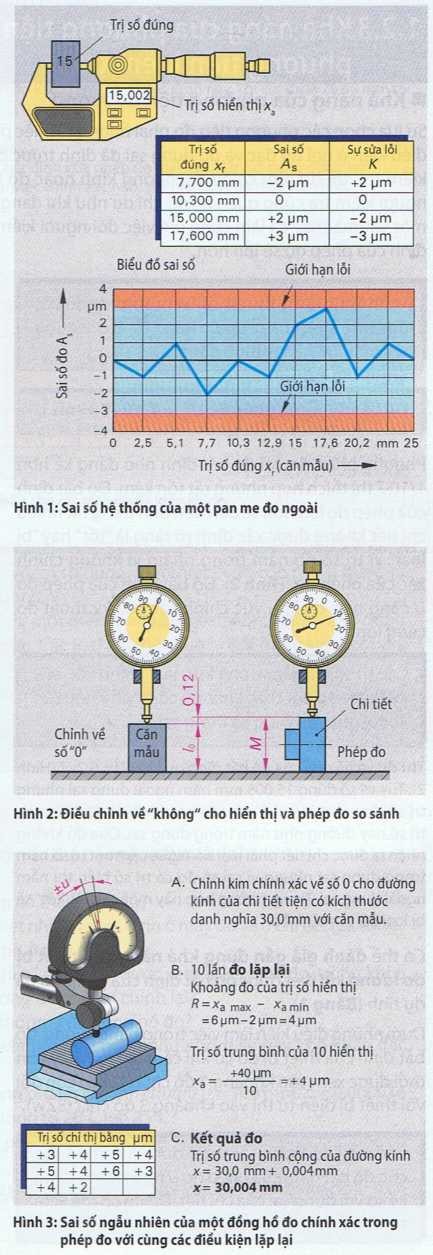
Giới hạn lỗi và dung sai
- Giới hạn lỗi G không được vượt qua bất kỳ vị trí nào trong phạm vi đo.
- Trong trường hợp bình thường của kỹ thuật đo lường các giới hạn lỗi cân đối xứng nhau. Các giới hạn lỗi bao gồm các sai số của phần tử đo, thí dụ các sai số về độ phẳng.
- Sự tuân thủ giới hạn lỗi G có thể được kiểm tra bằng thanh mẫu với bậc dung sai 1 theo DIN EN ISO 3650.
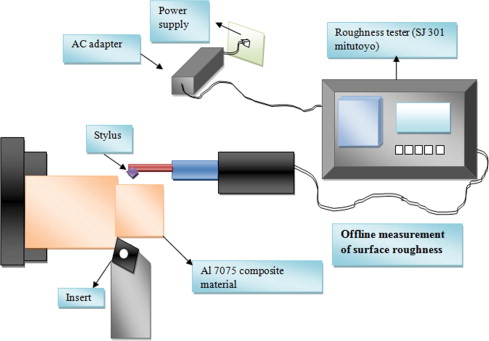
Để đạt được sự giảm thiểu sai số hệ thống người ta điều chỉnh về “không” cho hiển thị (Hình 2). Điều chỉnh về “không” được thực hiện với các căn mẫu tương ứng với kích thước kiểm tra của chi tiết. Sự phân tán ngẫu nhiên được tìm ra qua các phép đo nhiều lần dưới cùng các điều kiện lặp lại (Hình 3):
Qui tắc làm việc cho các phép đo với cùng các điều kiện lặp lại
- Phép đo lặp lại với cùng một độ lớn và cùng chi tiết nên được thực hiện tuần tự liên tiếp.
- Thiết bị đo, phương pháp đo, người kiểm tra và các điều kiện chung quanh không được thay đổi trong khi đo lặp lại.
- Để tránh ảnh hưởng của sai số độ tròn vào độ phân tán của phép đo, phải luôn luôn đo ở cùng một chỗ.
Sai số hệ thống của phép đo được xác định với phép đo so sánh.
Sai số ngẫu nhiên được tìm ra qua phép đo lặp lại nhiều lần.


















{kind=link}