
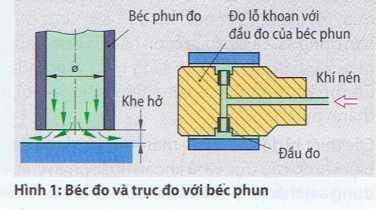
Khi đo độ dài với khí nén bằng phương pháp không tiếp xúc, khí nén phun ra từ bộ cảm biến, thí dụ một trục đo, vào khe hở giữa béc phun và chi tiết gia công (Hình 1). Sự thay đổi kích thước của lỗ khoan và trục so với kích thước danh nghĩa đã được chỉnh của chi tiết gia công có tác dụng thay đổi độ lớn của khe hở và qua đó có sự thay đổi áp suất có thể đo được trong bộ cảm biến. Áp suất đo ở béc phun bằng 2 hoặc 3 bar.
■ Cấu tạo và cách vận hành
Thiết bị gồm một bộ cảm biến cho trị số đo (Trục đo với béc phun hoặc vòng đo với béc phun) và một dụng cụ hiển thị dạng kim chỉ hoặc cột chiếu sáng (Hình 2 và hình 1, trang 30).
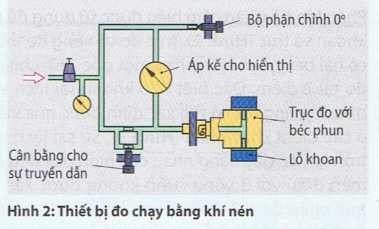
Thiết bị đo chạy bằng khí nén làm việc theo phương pháp đo áp suất. Một sự thay đổi kích thước dẫn đến thay đổi áp lực được áp kế ghi lại (Hình 2) Trị số đo được hiển thị bằng thiết bị đo với kim chi được nối với mạng lưới khí nén.
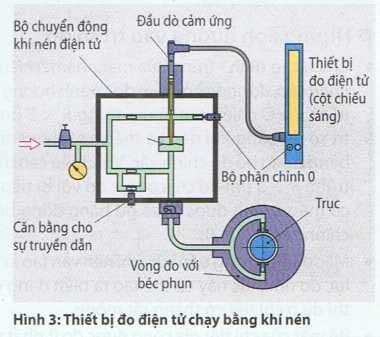
Thiết bị đo chạy bằng khí nén – điện tử chuyển đổi sự thay đổi áp suất thành thay đổi chiều dài được đo bằng một đầu tìm dò cảm ứng và được hiển thị qua sự khuếch đại bằng điện (Hình 3).
Thiết bị đo chạy bằng khí nén thu nhận sự thay đổi kích thước qua sự thay đổi áp suất ở đầu đo. Phạm vi đo lớn nhất của trục đo với béc phun là 76 µm. Tương tự như vật chuẩn để chỉnh, trục đo hoặc vòng đo với béc phun chỉ sử dụng trong việc đo đạc. Vì vậy thiết bị đo chạy bằng khí nén chỉ thích hợp cho việc sản xuất hàng loạt.
Ứng dụng
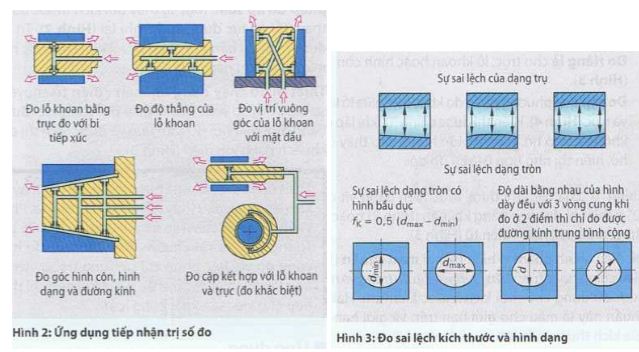
- Đo riêng lẻ cho trục, lỗ khoan hoặc hình côn (Hình 3).
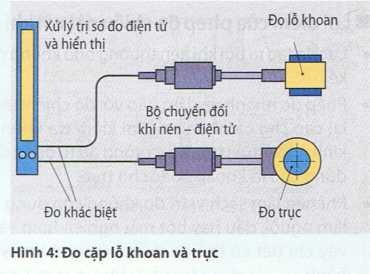
- Đo cặp qua phương pháp đo khác biệt giữa lỗ khoan và trục (Hình 4). Hiển thị được chỉnh “0” khi lắp ghép không có độ hở. Hiển thị lớn hơn 0 cho thấy có độ hở, hiển thị nhỏ hơn 0 ià có độ dôi.
Chỉnh “0” của hiển thị được thực hiện bằng vít chỉnh “0” ở thiết bị đo chạy bằng khí nén (Hình 2) hoặc ở bộ chuyển đổi khí nén – điện tử (Hình 3).
Để điều chỉnh phạm vi hiển thị hai mẫu chuẩn (Vòng điều chỉnh hoặc trục điều chỉnh, calip đo trong và ngoài) được sử dụng cho mỗi kích thước kiểm tra. Hai mẫu chuẩn này là mẫu cho giới hạn trên và giới hạn dưới của kích thước kiểm tra.
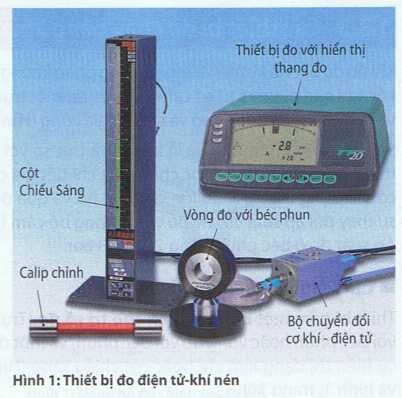
Ở các thiết bị đo với cột chiếu sáng người ta có thể thấy và đánh giá được ngay trị số đo (Hình 1). Cột chiếu sáng màu xanh lá cây, vàng hoặc đỏ cho kết quả “tốt”, “làm lại” hoặc “bị loại”. Khi vượt qua giới hạn dung sai và giới hạn cảnh báo đã được lập trình, màu xanh lá cây chuyển sang màu vàng hoặc đỏ. Có thể kết hợp đến 4 cột chiếu sáng lại với nhau thành một đơn vị.
Các thiết bị đo với chỉ thị thang và số có thể đo khác biệt khi đo cặp trục và lỗ khoan hoặc phân chia vùng dung sai thành các nhóm trị số đo.
■ Cảm biến đo bằng khí nén
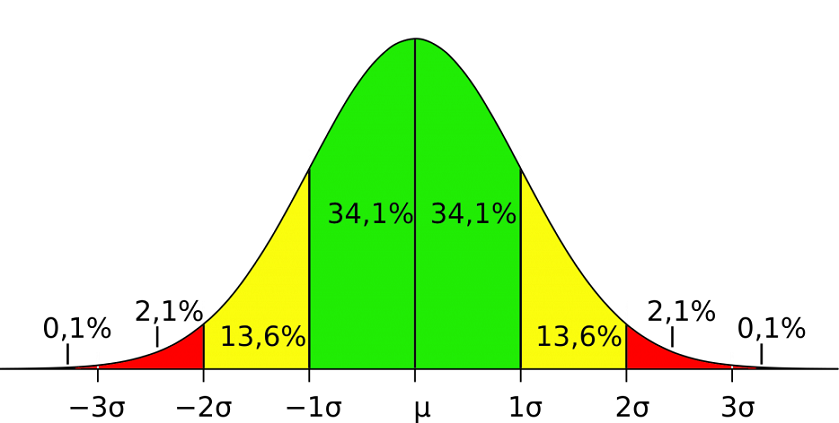
Phần lớn bộ phận cảm biến được sử dụng để đo lỗ khoan và trục (Hình 2).Trục đo và vòng đo thường có hai béc phun lệch nhau một góc 180° cho phép đo tại 2 điểm. Đặc biệt ở lỗ khoan sai lệch về độ tròn và dạng trụ có thể xác định được qua việc đo ở các điểm khác nhau (Hình 3). Sự sai lệch về độ tròn khi độ dày bằng nhau của hình dày đều (hình méo đều) với 3 vòng cung không được xác định qua phép đo ở 2 điểm, trong khi đó sự sai lệch về độ tròn của hình bầu dục tương ứng với một nửa của hiệu sốdmax– dmin
■ Những ảnh hưởng vào trị số đo
- Chiều cao đỉnh – trũng của mặt nhám (chiều sâu nhấp nhô, độ nhám) ở điểm đo có ảnh hưởng đến trị số đo. ở chiều cao đỉnh – trũng R < 5 µm thì trị số đo bằng khí nén có thể so sánh với trị đo bằng đồng hồ đo chính xác. Với chiều cao đỉnh – trũng R > 5 µm thì chỉ có trục đo với bi tiếp xúc có thể so sánh được trị số đo bằng đồng hồ đo chính xác (Hình 2).
- Mặc dù đo không tiếp xúc, khí nén vẫn tạo ra một lực đo nhỏ, lực này có thể tạo ra biến dạng dẻo, thí dụ ở chi tiết có thành rất mỏng.
- Bề mặt của chi tiết gia công được đo ít nhất phải lớn hơn đường kính của béc phun.
■ Lợi điểm của phép đo chiều dài với khí nén
- Lực đo tạo ra bởi khí nén thường nhỏ không đáng kể.
- Phép đo nhanh và đảm bảo với độ chính xác lặp lại cao cho cả những người kiểm tra không có kinh nghiệm, vì trục đo và vòng đo tự động chỉnh đúng cho lỗ khoan hoặc cho trục.
- Khí nén làm sạch vị trí đo không còn dung dịch làm nguội, dầu hay bột mài nghiền bám vào. Vì vậy chi tiết có thể đo được trong khi máy vận hành.


















{kind=link}